You might also like
- BESI TUANGDocument19 pagesBESI TUANGMutiawalia PutriNo ratings yet
- Makalah Pembuatan Kawat BajaDocument14 pagesMakalah Pembuatan Kawat BajaOpian GutamaNo ratings yet
- Tugas Pembuatan Kawat BajaDocument12 pagesTugas Pembuatan Kawat BajaRobi AfrizalNo ratings yet
- Pembuatan Logam - Copy-DikonversiDocument26 pagesPembuatan Logam - Copy-DikonversiAndri susantoNo ratings yet
- Makalah Besi Tuang Ilmu BahanDocument16 pagesMakalah Besi Tuang Ilmu BahanFebri RiyanzNo ratings yet
- BAHAN KONSTRUKSIDocument62 pagesBAHAN KONSTRUKSIkevynNo ratings yet
- Rangkuman Materi MetalurgiDocument9 pagesRangkuman Materi MetalurgiEzra Asido SilaenNo ratings yet
- BESITUANGDocument12 pagesBESITUANGDennyHimawanNo ratings yet
- Alumunium & BajaDocument12 pagesAlumunium & BajaRiskyTya0% (1)
- STUDI EKSKURSI KE INDUSTRIDocument12 pagesSTUDI EKSKURSI KE INDUSTRILaizsaNo ratings yet
- Laporan Hasil Pengujian Metalografi 1Document14 pagesLaporan Hasil Pengujian Metalografi 1WirdiIan100% (1)
- Makalah BKK (Logam Besi)Document30 pagesMakalah BKK (Logam Besi)Sarah Noviatri100% (6)
- Makalah Perkembangan Baja 1Document13 pagesMakalah Perkembangan Baja 1adearifiantoNo ratings yet
- INDUSTRI BESI DAN BAJADocument18 pagesINDUSTRI BESI DAN BAJAIDA AYU YUDISTIARI REDITA PUTRINo ratings yet
- Pengelasan Besi CorDocument26 pagesPengelasan Besi CorpuguhNo ratings yet
- Proses Paduan LogamDocument20 pagesProses Paduan LogamDha Nidha IldaNo ratings yet
- Mesin Perkakas Dan Bahan LogamDocument12 pagesMesin Perkakas Dan Bahan LogamDanang Angga SastromihardjoNo ratings yet
- 13.naskah Jurnal UPN Sumiyanto & AbdunnaserDocument20 pages13.naskah Jurnal UPN Sumiyanto & Abdunnaseranggamesin2011No ratings yet
- Makalah Logam Non FerroDocument12 pagesMakalah Logam Non FerroRayhan SeptianNo ratings yet
- Makalah Proses Pembuatan BajaDocument14 pagesMakalah Proses Pembuatan BajaAndrii Prawira Ismail0% (2)
- PROSESLOGAMDocument2 pagesPROSESLOGAMFazriee LbNo ratings yet
- BAJADocument9 pagesBAJAIlyas Rangga RamadhanNo ratings yet
- Metarulgi UmumDocument18 pagesMetarulgi UmumJelleNo ratings yet
- Besi Tuang & KarakteristiknyaDocument14 pagesBesi Tuang & KarakteristiknyaMUHAMMAD RYAN PURNAMAFTNo ratings yet
- MAKALAH PBT 2 Bahan Logam BesiDocument22 pagesMAKALAH PBT 2 Bahan Logam BesiArjunNo ratings yet
- Kelompok 2Document10 pagesKelompok 2Taufiq Wahyu M.No ratings yet
- Pengaruh Penambahan Magnesium Terhadap Struktur Mikro Dan Nilai Kekerasan Pada Pengecoran Alumunium Ingot Dengan Metode Sand CastingDocument32 pagesPengaruh Penambahan Magnesium Terhadap Struktur Mikro Dan Nilai Kekerasan Pada Pengecoran Alumunium Ingot Dengan Metode Sand Castingrajafikri777No ratings yet
- Bahan Dan SifatnyaDocument33 pagesBahan Dan SifatnyaRicky Ryu HermawanNo ratings yet
- STUDI MATERIAL A516 GR 70 DAN A537 Cls 1 PADA TANGKI AMONIAK 11-TK-801 DAN 32-TK-801 DI PT. PETROKIMIA GRESIKDocument11 pagesSTUDI MATERIAL A516 GR 70 DAN A537 Cls 1 PADA TANGKI AMONIAK 11-TK-801 DAN 32-TK-801 DI PT. PETROKIMIA GRESIKhanaNo ratings yet
- Skripsi M.nur Satrio Full Acc UNIVERSITAS TRIDINANTI PALEMBANG 1422110021Document73 pagesSkripsi M.nur Satrio Full Acc UNIVERSITAS TRIDINANTI PALEMBANG 1422110021nur satrioNo ratings yet
- BESI DAN BAJADocument15 pagesBESI DAN BAJANetizen GabuttNo ratings yet
- CARBON STEELDocument12 pagesCARBON STEELKrisna MahendraNo ratings yet
- Sifat MaterialDocument11 pagesSifat MaterialDeris50% (2)
- Pembuatan Besi dan BajaDocument23 pagesPembuatan Besi dan BajaSafri Anggara PratamaNo ratings yet
- Pengetahuan Material Teknik EkstrusiDocument22 pagesPengetahuan Material Teknik EkstrusiSegarta Antonius0% (2)
- CastingDocument53 pagesCastingSeptian Prima Anggada100% (1)
- Modul Pertemuan 3-Pembuatan Besi Dan PaduannyaDocument10 pagesModul Pertemuan 3-Pembuatan Besi Dan PaduannyaReza KamaludinNo ratings yet
- Kelompok 12 - Poros Engkol MotorDocument23 pagesKelompok 12 - Poros Engkol MotorRizal YanuarNo ratings yet
- PENGETAHUAN BAHAN DAN LOGAMDocument83 pagesPENGETAHUAN BAHAN DAN LOGAMIreng Cilik100% (1)
- STEELDocument14 pagesSTEELnadia umairahNo ratings yet
- MIKROSTRUKTURDocument19 pagesMIKROSTRUKTURRatno WijayaNo ratings yet
- Metalurgi SerbukDocument26 pagesMetalurgi SerbukPanji SegaraNo ratings yet
- Makalah BKK Logam BesiDocument30 pagesMakalah BKK Logam BesiYuni FitariNo ratings yet
- SIFAT TEKNOLOGI MATERIALDocument12 pagesSIFAT TEKNOLOGI MATERIALbontot 34100% (1)
- Makala BAHAN KONSTRUKSIDocument41 pagesMakala BAHAN KONSTRUKSIUbaidillah ManchunianNo ratings yet
- Tugas Take Home Material Teknik FineDocument78 pagesTugas Take Home Material Teknik Fineronaldo giorginoNo ratings yet
- Bab I Pendahuluan: 1.1 Latar BelakangDocument16 pagesBab I Pendahuluan: 1.1 Latar BelakangEgry AndoNo ratings yet
- MAKALAH PengecoranDocument16 pagesMAKALAH Pengecoranfajar_dianSNo ratings yet
- BAJA KARBONDocument25 pagesBAJA KARBONmasnawatiNo ratings yet
- Baja KarbonDocument30 pagesBaja KarbonJakpariyantoNo ratings yet
- BiogasDocument9 pagesBiogasNurul HudaNo ratings yet
- Katalis IVDocument40 pagesKatalis IVNurul Huda0% (1)
- OPTIMASI REAKTORDocument81 pagesOPTIMASI REAKTORNurul HudaNo ratings yet
- UN SMA IPS 2013 GeografiDocument37 pagesUN SMA IPS 2013 GeografiNurul HudaNo ratings yet
- KewirausahaanDocument31 pagesKewirausahaanNurul HudaNo ratings yet
- Makalah Industri Sabun Deterjen Dan GliserinDocument8 pagesMakalah Industri Sabun Deterjen Dan GliserinNurul HudaNo ratings yet
- Tahan Terhadap Temperatur TinggiDocument1 pageTahan Terhadap Temperatur TinggiNurul HudaNo ratings yet
- Tak Sempurna Bukan Berarti Tak Berguna Dia Mencipta Kita Sebagaimana Kita Ada Punya Maksud Yang MuliaDocument1 pageTak Sempurna Bukan Berarti Tak Berguna Dia Mencipta Kita Sebagaimana Kita Ada Punya Maksud Yang MuliaNurul HudaNo ratings yet
- BiogasDocument9 pagesBiogasNurul HudaNo ratings yet
- UN SMA IPS 2013 GeografiDocument37 pagesUN SMA IPS 2013 GeografiNurul HudaNo ratings yet
- VCO dan ManfaatnyaDocument7 pagesVCO dan ManfaatnyaTikaGitaNo ratings yet
- Membuat DC BoosterDocument6 pagesMembuat DC BoosterNurul HudaNo ratings yet
- Pemilihan Katalis IdealDocument6 pagesPemilihan Katalis IdealTri WahyonoNo ratings yet
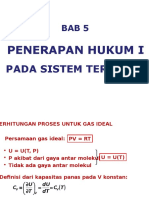
- Aplikasi HK 1 TK Untuk TK1Document20 pagesAplikasi HK 1 TK Untuk TK1Nurul HudaNo ratings yet
- BIOLOGILIMBAHDocument8 pagesBIOLOGILIMBAHNurul HudaNo ratings yet
- Sambungan LasDocument18 pagesSambungan LasNurul HudaNo ratings yet
- PR Metode UelerDocument15 pagesPR Metode UelerNurul HudaNo ratings yet
- Teknologi Bio PolimerDocument34 pagesTeknologi Bio PolimerMohamad Fitrah BahariNo ratings yet
- Sintesis KloroformDocument15 pagesSintesis KloroformTryan Fernandes78% (9)
- DeviDocument1 pageDeviNurul HudaNo ratings yet
- Aliran Fluida Dalam Sistem PerpipaanDocument27 pagesAliran Fluida Dalam Sistem PerpipaanNurul HudaNo ratings yet
- Cara Menghitung BEP UsahaDocument3 pagesCara Menghitung BEP UsahaNurul HudaNo ratings yet
- Bioetanol Biji DurianDocument11 pagesBioetanol Biji DurianNurul HudaNo ratings yet
- Bioethanol Dan BiodieselDocument3 pagesBioethanol Dan BiodieselNurul HudaNo ratings yet
- Teknologi Bio PolimerDocument34 pagesTeknologi Bio PolimerMohamad Fitrah BahariNo ratings yet
- KERJA PRAKTEKDocument10 pagesKERJA PRAKTEKPrio Adi Fito RamadhaniNo ratings yet
- Bioetanol Biji DurianDocument11 pagesBioetanol Biji DurianNurul HudaNo ratings yet
- Heat TreatmentDocument18 pagesHeat TreatmentRahman SonowijoyoNo ratings yet
- PTM & Alat BeratDocument120 pagesPTM & Alat BeratErmy August Rush100% (11)