You might also like
- Buku Kerja Las SawDocument22 pagesBuku Kerja Las Sawirawan.sutiono100% (7)
- Gambar PengelasanDocument23 pagesGambar Pengelasansaifudin-its100% (2)
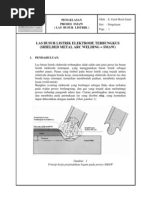
- Las Busur Listrik SMAWDocument11 pagesLas Busur Listrik SMAWHanifNo ratings yet
- Praktek Dasar PengelasanDocument37 pagesPraktek Dasar PengelasanAbrianto Akuan100% (2)
- Macam-Macam Cacat Las (Welding Defects)Document9 pagesMacam-Macam Cacat Las (Welding Defects)Reno Yoga Santosa90% (10)
- PAW, GMAW, FCAW, SAW, Dan ESWDocument7 pagesPAW, GMAW, FCAW, SAW, Dan ESWWahyu Kurniawan100% (2)
- Teknik Pengelasan Smaw Pipa Dan PlatDocument17 pagesTeknik Pengelasan Smaw Pipa Dan PlatMuhamad Hambali100% (3)
- WPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Document16 pagesWPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Herik renaldo83% (6)
- Proses PengelasanDocument20 pagesProses Pengelasanurbanholic93% (14)
- ULANGANLASDocument2 pagesULANGANLASNur Rokhman100% (1)
- Dasar LAS MIG-MAG/ GMAWDocument102 pagesDasar LAS MIG-MAG/ GMAWambardiantoro100% (1)
- Pengelasan SMAWDocument21 pagesPengelasan SMAWRizal Ahmad Mubarok50% (2)
- Welding InspectorDocument15 pagesWelding InspectorFiqri Permana Mohamad100% (2)
- SMAW PROSEDURDocument44 pagesSMAW PROSEDURsusantoNo ratings yet
- OPTIMASI PENGELASANDocument24 pagesOPTIMASI PENGELASANbarukomkss100% (1)
- Modul Teori PengelasanDocument16 pagesModul Teori PengelasanFauzi SamosirNo ratings yet
- Sambungan LasDocument23 pagesSambungan Lasfidi_kasepNo ratings yet
- GMAW TeknikDocument34 pagesGMAW TeknikJohannes Hilarius Andhika Reza100% (1)
- Prosedur PengelasanDocument34 pagesProsedur PengelasanFathir Riyanto100% (3)
- Teknologi Pengelasan LogamDocument32 pagesTeknologi Pengelasan Logamsevenfoldsm07100% (3)
- Panduan Pelaksanaan Uji Welder (Welder Test)Document8 pagesPanduan Pelaksanaan Uji Welder (Welder Test)Victor Rizal Filosofi83% (12)
- CARA PENGELASAN 3G SECARA AMANDocument34 pagesCARA PENGELASAN 3G SECARA AMANson ambaritaNo ratings yet
- Simbol PengelasanDocument20 pagesSimbol PengelasanTri SutrisnoNo ratings yet
- SMAW Dan GTAWDocument6 pagesSMAW Dan GTAWWahyu Kurniawan100% (2)
- Parameter PengelasanDocument11 pagesParameter PengelasanDimas Rahmadani100% (2)
- WPS Welding Procedure Specification and PQR Procedure Qualification Record PDFDocument16 pagesWPS Welding Procedure Specification and PQR Procedure Qualification Record PDFFikri SiplhoNo ratings yet
- Pengantar Untuk Memahami Proses Pengelasan LogamDocument77 pagesPengantar Untuk Memahami Proses Pengelasan LogamFaisalTahirRambeNo ratings yet
- Pengelasan GMAWDocument18 pagesPengelasan GMAWM. Didik Suryadi100% (1)
- PENGELASAN SMAW POSISI 1GDocument44 pagesPENGELASAN SMAW POSISI 1GYusrainy MarimbunnaNo ratings yet
- MATERIDocument16 pagesMATERIPrabu CholanNo ratings yet
- Prosedur Pengelasan PipingDocument6 pagesProsedur Pengelasan PipingDenstar Ricardo Silalahi100% (8)
- WeldingDocument17 pagesWeldingakuakanpergikeboneNo ratings yet
- Dasar Dasar WPSDocument83 pagesDasar Dasar WPSTri Sutrisno100% (1)
- ASME IX - Procedure & Performance QualificationDocument9 pagesASME IX - Procedure & Performance Qualificationhorascanman100% (1)
- PengelasanDocument8 pagesPengelasanAlif Imam Santoso II50% (2)
- Adoc - Pub - Menggunakan Alat Potong Dan PerlengkapannyaDocument36 pagesAdoc - Pub - Menggunakan Alat Potong Dan Perlengkapannyaarum binang winang winanagsitNo ratings yet
- 1 Alat Dan Standarisasi GambarDocument37 pages1 Alat Dan Standarisasi GambarchepimancaNo ratings yet
- Mengunakan Jangka SorongDocument35 pagesMengunakan Jangka SorongPetty AnjanipungkyNo ratings yet
- Menggambar Proyeksi OrtogonalDocument27 pagesMenggambar Proyeksi OrtogonalHasan FarghaliNo ratings yet
- RENCANA GARISDocument33 pagesRENCANA GARISPepelegi AllstarNo ratings yet
- 6 Alat Dan Bahan ListrikDocument45 pages6 Alat Dan Bahan Listrikal faqir0% (1)
- Menggambar Proyeksi OrtogonalDocument27 pagesMenggambar Proyeksi OrtogonalDEWINo ratings yet
- Pengelasan Smaw Posisi 1gDocument44 pagesPengelasan Smaw Posisi 1gHarja AdiNo ratings yet
- Urutan Dan Metode Pembuatan KapalDocument44 pagesUrutan Dan Metode Pembuatan Kapalabdm86% (7)
- Merangkai Instalasi Listrik PenerangansederhanaDocument55 pagesMerangkai Instalasi Listrik PenerangansederhanaEk Yus Bur100% (1)
- 1 AvometerDocument33 pages1 Avometer'ciepoy RipsnorterNo ratings yet
- Joni Setiawan - MergedDocument10 pagesJoni Setiawan - MergedMega PrimatamaNo ratings yet
- (Hakim) Pentaksiran Teori (Ujian) Dea1343 THN2020Document4 pages(Hakim) Pentaksiran Teori (Ujian) Dea1343 THN2020Kero Malek0% (1)
- Proposal Renovasi Rps Dan BengkelDocument9 pagesProposal Renovasi Rps Dan Bengkelhabibie irshanNo ratings yet
- El 03Document1 pageEl 03teuku alamsyahNo ratings yet
- Mendiagnosis - Permasalahan - Perangkat - Yang - Tersambung - Jaringan - Berbasis - Luas - (Wan)Document81 pagesMendiagnosis - Permasalahan - Perangkat - Yang - Tersambung - Jaringan - Berbasis - Luas - (Wan)Riadlul FalahNo ratings yet
- LAY UNDERGROUND CABLEDocument3 pagesLAY UNDERGROUND CABLEsitiNo ratings yet
- Templat PBD KSSM T1Document29 pagesTemplat PBD KSSM T1ByaAdawiyahNo ratings yet
- Merangkai Instalasi Listrik Penerangan SederhanaDocument55 pagesMerangkai Instalasi Listrik Penerangan SederhanaLeni MardianaNo ratings yet
- JUDULDocument43 pagesJUDULSaka Widrata100% (2)
- Sistem Pemeliharaan Sarfas Pengisian BBMDocument45 pagesSistem Pemeliharaan Sarfas Pengisian BBMSaka Widrata100% (1)
- LKP - Fariz Ade Risman - Laporan Kerja Praktek Pemeliharaan Jaringan DistribusiDocument59 pagesLKP - Fariz Ade Risman - Laporan Kerja Praktek Pemeliharaan Jaringan Distribusigtzops0No ratings yet
- Adopx2.01 Kohort2019 Dea2342 Basic of Electronic EngineeringDocument582 pagesAdopx2.01 Kohort2019 Dea2342 Basic of Electronic EngineeringELEKTRIK KVBLNo ratings yet
- 6.0 - Lab SheetDocument2 pages6.0 - Lab SheetEizanie MuhamadNo ratings yet