Professional Documents
Culture Documents
Bab 4 Las Paku Keling Dan Baut
Uploaded by
rnepologyCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Bab 4 Las Paku Keling Dan Baut
Uploaded by
rnepologyCopyright:
Available Formats
Praktikal konstruksi baja
4. SAMBUNGAN LAS,
BAUT DAN RIVET
4.1 Sambungan Las
Ketrampilan mengelas bukanlah hal yang baru dikenal, karena diketahui bahwa sejak 2000 tahun sebelum masehi manusia telah mengenal sistem pengelasan bahan logam dengan teknik forge (pemukulan). Pengelasan dilakukan dengan cara yang masih primitif dimana penyambungan logam dilakukan dengan pemanasan dan pemukulan sampai kedua logam yang akan disambung tersebut menyatu.
karena relaltif lebih mudah dan cepat dalam pengerjaannya. Istilah pengelasan sendiri dimaksudkan sebagai sebuah proses penyambungan logam dengan cara memanaskan kedua komponen logam yang akan disambung sampai mencapai suhu temperatur lelehnya dan menyebabkan bagian logam yang mencair menyatu.
Gambar 4.1 pengelasan sambungan kolom Pengelasan logam banyak dipakai pada pekerjaan fabrikasi, baik untuk pekerjaan perawatan dan perbaikan komponen-komponen, maupun pada pekerjaan struktur. Sebagaimana diketahui terdapat banyak cara /metode untuk menyambung logam (keling dan baut) dan pengelasan merupakan salah satu metode yang paling banyak digunakan
Gambar 4.2 pengelasan komponen struktur Walaupun teknik pengelasan ini telah dikenal sejak waktu lama, tetapi baru beberapa dekade saja manusia memanfaatkannya sebagai bagian dari pekerjaan struktur bangunan dan jembatan. Adopsi teknik pengelasan untuk pekerjaan struktur dalam beberapa dekade tersebut memang sangat lambat, hal ini disebabkan banyak para insinyur pada waktu yang lalu beranggapan bahwa teknik pengelasan memiliki dua kelemahan utama yakni : penggunaan teknik pengelasan pada sambungan-sambungan struktur bangunan maupun jem-batan dapat memperlemah ke-
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
34
Praktikal konstruksi baja mampuan kuat lelah (fatigue strength ) baja, tidak mungkin dapat dijamin bahwa semua hasil pengelasan akan berkualitas tinggi tanpa keberadaan kegiatan pemeriksaan yang ekstensif dan mahal.
Beberapa keunggulan teknik pengelasan untuk pekerjaan struktur antara lain adalah: Lebih ekonomis, karena dengan menggunakan metode penyambungan las ini akan menghilangkan pemakaian komponenkomponen sambungan struktur seperti pelat sambungan, baut ataupun paku keling, menghemat penggunaan tenaga kerja karena seorang tukang las dapat menggantikan 4 orang tukang paku keling dan hal ini akan menghemat biaya konstruksi sampai 15 %. Lingkup aplikasinya lebih luas dibandingkan metode sambungan baut ataupun paku keling. Sebagai contoh untuk penyambungan kolom-kolom pipa akan lebih mudah menggunakan sambungan las dibandingkan lainnya.
Gambar 4.3 pengelasan sambungan kolom Hasil pengujian para ahli menyimpulkan bahwa alasan-alasan tersebut sangat tidak valid, karena dibuktikan bahwa sambungan-sambungan las mempunyai kemampuan kuat lelah. Apalagi saat ini dengan adanya peraturan-peraturan yang terkait dengan kualifikasi tukang las, penerapan teknik-teknik pengelasan serta penerapan sistem rekrutmen tukang las yang jauh lebih baik. Dan saat ini para ahli bangunan telah mengakui dan memanfaatkan metode ini pada hampir semua pekerjaanpekerjaan struktur.
Untuk sambungan ujung struktur yang memang direncanakan dapat menerima momen tahanan yang besar, sambungan las akan menjadi pilihan utama karena lebih kaku.
35
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja perkantoran yang sedang merenovasi bangunannya.
Gambar 4.4 pengelasan siku-siku pada beam Dibandin gkan dengan metode sambungan lainnya, penggunan teknik pengelasan akan memper- mudah perubahan desain dalam perencanaan dan pelaksanaan perbaikan terhadap kesalahan yang terjadi selama proses pendirian struktur bangunan.
Penggun aan komponen-komponen struktur menjadi lebih sedikit dan dapat menghemat waktu dalam merancang detail, pekerja- an fabrikasi dan pelaksanaan pekerjaan strukturnya.
Gambar 4.5 Peralatan pendukung las SMAW Sama halnya dengan ketrampilan kejuruan lainnya, untuk dapat menguasai ketrampilan mengelas tidak hanya dengan mempelajari teorinya / membaca buku, tetapi juga dibutuhkan ketekunan berlatih dan kemauan untuk mendapatkan pengalaman langsung mengerjakan pekerjaan sebenarnya. Untuk mencapai tujuan tersebut, belajar dari buku/ bahan ajar tentang metode yang benar dan prosedur kerja untuk menyelesaikan suatu pekerjaan akan merupakan modal dasar untuk menghindari terjadinya kesalahan-kesalahan yang terjadi akibat mengunakan metode cobacoba. 4.1.1 Proses Pengelasan Saat ini telah banyak ditemukan metode-metode pengelasan yang digunakan di dunia industri. Seperti untuk kondisi di negara Amerika Serikat, American Welding Society (AWS), mengeluarkan daftar untuk proses-proses pengelasan yang
Relatif tidak menimbulkan suara yang gaduh selama pelaksanaan pekerjaan. Hal ini akan sangat menguntungkan jika pelaksanaan pekerjaan dekat dengan rumah sakit atau sekolah ataupun pada
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
36
Praktikal konstruksi baja digunakan pada pekerjaan fabrikasi logam dan pekerjaan perawatan dan perbaikan, sebagai contoh untuk proses pengelasan terdapat berbagai kelompok cara pengelasan seperti: Shield Metal Arc Welding (SMAW), Solid-State Welding (SSW), Resistance Welding (RW), Soldering (S), Brazing (B), Oxy Gas Welding (OGW).
Gambar 4.7 Proses pengelasan Meskipun kedua cara pengelasan (gas dan las busur) sudah umum digunakan dalam pekerjaan fabrikasi, tetapi hampir seluruh pekerjaan penyambungan logam pada pekerjaan struktur baja selalu menggunakan teknologi las busur. Sedangkan teknik las dengan memanfaatkan paduan bahan gas seperti Oxygen dan acytilene lebih banyak dimanfaatkan untuk las brazing (patri perak), pemotongan maupun untuk perlakuan panas pada pelat-pelat baja. Oleh karena hal tersebut maka pada kesempatan penulisan pada buku ini akan lebih banyak dibahas tentang apa dan bagaimana memanfaatkan las busur pada pekerjaan struktur baja. Dasar-dasar teknik las busur pertama kali ditemukan oleh Sir Humphry Davy pada tahun 1801. Beliau menemukan metode dasar teknik las busur melalui percobaan di laboratorium yakni dengan menciptakan api las busur melalui cara mendekatkan dua terminal dari sirkuit listrik dengan menggunakan tegang- an tinggi.
Gambar 4.6 peralatan las FCAW Arc Welding (AW) atau sering disebut las busur, merupakan jenis proses las yang paling umum digunakan disamping Oxy Gas Welding (OGW) atau kita mengenal dengan sebutan las asitilen. Perbedaan utama dari berbagai jenis proses pengelasan tersebut terletak pada metode pembangkitan panas yang akan dimanfaatkan untuk melelehkan logam yang akan dilas. Sebagai contoh untuk las busur (AW) panas yang dihasilkan melalui pemanfaatan energi listrik, sedangkan untuk las Asitilen (OGW) dengan menggunakan pembakaran dari paduan bahan gas (Oxygen dan acyti lene).
37
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja Hasil penemuannya tersebut telah memberikan sumbangan yang sangat penting bagi dunia struktur moderen. Penemuannya ini sempat terhenti dan tidak berkembang sampai akhirnya sekitar tahun 1880 beberapa warga eropa mengembangkan dan menggunakan teknik las busur dalam pekerjaan fabrikasi. Sedangkan untuk di Amerika pemberian hak paten untuk las busur pertama kali diberikan kepada Charles Coffin dari kota Detroit. Konsep dasar pengelasan dengan teknik las busur ini dilakukan dengan memasukkan baja cair kedalam kampuh-kampuh dengan bentuk yang tertentu. Sementara secara bersamaan bibir-bibir kampuh atau bagian pelat ikut dileburkan juga. Sesudah baja yang mencair tersebut membeku kedua bagian tersebut menyatu. Dengan cara demikian terdapat sambungan yang jauh lebih kaku daripada sambungan paku keling maupun sambungan baut. Dan kualitas hasil pengelasan sangat dipengaruhi oleh beberapa faktor antara lain seperti: 1) bahan benda kerja 2) bentuk las 3) pengerjaan pendahuluan 4) batang las (elektrode) dengan lapisannya 5) cara mengelas 4.1.2 Dasar-dasar sambungan las Sambungan las adalah sambungan yang terjadi antara dua bagian logam atau lebih yang disatukan dengan menggunakan sambungan las. Terdapat lima jenis sambungan dasar las yaitu sambungan pertemuan
(butt), sudut (corner), T (tee), tumpang (lap) dan tepi (edge) Sambungan pertemuan (Butt joint) digunakan untuk menyatukan dua bagian logam dalam posisi sejajar/sebidang. Jenis sambungan ini sering digunakan untuk menyambung pelat, lembaran logam, dan pekerjaan sambungan pipa. Bentuk pertemuan sambungannya dapat berupa alur miring maupun tegak lurus.
Gambar 4.8 sambungan butt joint Sambungan sudut dan T (corner dan Tee joints) digunakan untuk menyatukan dua bagian logam dalam posisi tegak lurus. Jika dilihat dari potongan melintangnya, sambungan sudut akan membentuk huruf L sedangkan sambungan T akan membentuk seperti huru T. Berbagai variasi kedua jenis sambungan ini banyak diguna- kan dalam pekerjaan struktur baja.
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
38
Praktikal konstruksi baja Gambar 4.9 Sambungan sudut dan Tee Sambungan tumpang (lap joint), sesuai dengan namanya, sambungan ini digunakan untuk menyatukan dua bagian logam dimana bagian logam yang satu menumpang di atas logam lainnya. sambungan seperti ini merupakan salah satu jenis sambungan yang terkuat. Tetapi untuk memaksimalkan efisiensi sambungan, lebar pelat tumpangannya minimal 3 kali ukuran tebal pelat yang lebih tipis, yang akan disambung. Sambungan tumpang pada umumnya dipakai pada patri perak (brazing) dan las titik.
Gambar 4.11 Sambungan tepi Bagian-bagian sambungan Pada setiap sambungan las terdapat bagian-bagian dari sambungan las. Seperti dijelaskan dalam semua standar pengelasan, pada setiap sambungan las akan terdapat beberapa bagian sambungan las. Bagian pertama disebut dengan The root of joint adalah bagian dari dua sambungan pelat logam, yang posisinya paling berdekatan. Bentuknya dapat berupa titik, garis ataupun penampang persegi, jika dilihat dari potongan melintang dari sambungan (lihat gambar). Bagian lain dari sebuah sambungan las disebut dengan Groove (kanal) adalah ruang terbuka diantara dua sisi benda kerja, yang akan di las/ diisi cairan las. Pada bagian groove terdapat groove face yang berupa dua buah bidang persegi panjang baik tegak lurus maupun miring
Gambar 4.10 Sambungan lap joint Sambungan tepi (edge joint) digunakan untuk membuat sambungan tepi dari dua atau lebih bagian logam yang berada dalam posisi sejajar. Sambungan jenis ini hanya digunakan untuk menyambung logam dengan ketebalan inchi atau kurang yang memang direncanakan tidak untuk memikul beban yang berat.
39
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja Pada kasus pengelasan tertentu terdapat beberapa istilah yang biasa digunakan seperti : Bevel angle (sudut penirusan), groove angle (sudut kanal), groove radius (jari-jari untuk membentuk kanal U dan J), root opening (jarak benda kerja yang dilas)
Gambar 4.12 Bagian-bagian sambungan .
Gambar 4.14 Daerah pengelasan 4.1.4 Jenis Las Terdapat dua jenis las utama yang sering digunakan dalam pekerjaan struktur yaitu las sudut (fillet welds) dan las tumpul (groove welds). Dari sisi kekuatan, las sudut lebih lemah dari las tumpul, tetapi hampir semua sambungan struktur (sekitar 80%) disambung dengan menggunakan sambungan las sudut. Hal ini terjadi karena untuk membuat sambungan dengan menggunakan las tumpul akan membutuhkan persiapan pekerjaan yang lebih sulit, dan hal tersebut akan menjadi kendala utama di lapangan.
Gambar 4.13 Daerah pengelasan Selain bagian-bagian tersebut di atas, pada pengelasan benda kerja terdapat bagian yang disebut root face (gambar A) yakni penampang kecil pada bagian sisi depan benda kerja yang disiapkan pengelasan. Sedangkan root edge (gambar B) sendiri sama dengan root face, tapi tanpa dimensi lebar (lebarnya nol).
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
40
Praktikal konstruksi baja Bagaimana bekerjanya beban pada struktur, apakah stabil, kejut atau bervariasi? Bagaimana arah beban yang terjadi pada sambungan las Berapa biaya yang dibutuhkan untuk pengerjaan sambungan lasnya Hal lain yang perlu dipertimbangkan adalah perbandingan antara kekuatan sambungan las dengan bahan baja yang dilas. Perbandingan ini disebut dengan efisiensi sambungan. Dan sambungan las yang efisien terjadi apabila sambungan las dengan bahan baja yang di las sama kekuatannya. Dan prinsip-prinsip perencanaan sambungan dasar las: sambungan temu (butt), sudut (corner), T (tee), tumpang (lap) dan tepi (edge) secara umum diuraikan sebagai berikut: 4.1.6 Sambungan Temu (butt joint) Sambungan temu persegi empat (square butt joint) digunakan terutama untuk menyambung logam dengan ketebalan 3/16 inchi ( 0,47 cm). Sambungan jenis ini cukup kuat hasilnya, tetapi tidak direkomendasi untuk penggunaan sambungan yang akan mengalami kelelahan ataupun menerima pengaruh beban yang besar.
Gambar 4.15 Las sudut
Gambar 4.16 Las Tumpul 4.1.5 Perencanaan Sambungan Las Yang dimaksud dengan perencanaan sambungan las adalah perencanaan detail dari sebuah sambungan las, termasuk didalamnya ukuran las yang diminta maupun geometrinya. Memang banyak faktor yang menentukan desain jenis sambungan apa yang akan sesuai dengan kebutuhan pekerjaan. Beberapa faktor yang dapat menjadi bahan pertimbangan adalah: Beban apakah yang akan diterima oleh struktur, tarik atau tekan, dan apakah akan terjadi lenturan, kelelahan struktur atau pengaruh kuat dari tegangan yang terjadi ?
Gambar 4.17 Las temu (butt) Persiapan untuk mengerjakan jenis sambungan ini relatif mudah, yang
41
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja dibutuhkan hanya ketepatan membuat pertemuan kedua bibir sambungan dan ketepatan ukuran panjang bidang pengelasan yang akan dikerjakan. Apabila ketebalan pelat logam yang akan disambung lebih besar dari 3/16 inci (> 0,47 cm) maka akan dibutuhkan sambungan temu yang beralur/ kampuh (grooved butt joint). Alur dalam bentuk huruf V ini akan berguna untuk memenuhi tuntutan kekuatan sambungan yang dikehendaki. Bentuk alur / sudut kemiringan dinding alur harus dibuat agar batang las (elektrode) dapat masuk kedalam alur selama proses pengelasan berlangsung, jika tidak, maka akan mempengaruhi kualitas hasil pengelasan (kemungkinan retak dan tidak ada penetrasi). Kimiringan dinding alurpun tidak dibuat berle-bihan agar menghindari pemborosan bahan las dan waktu kerja.
digunakan untuk benda kerja dengan ketebalan sampai inci (6,35-19,05 cm). Besar sudut yang terbentuk dari pertemuan dua sisi benda kerja yang akan dilas berkisar 60o untuk benda kerja berbentuk pelat, dan 75o untuk benda kerja berbentuk pipa.
Gambar 4.19 single butt joint Agar didapat hasil kerja yang maksimal, maka persiapan benda kerja untuk pengelasan jenis ini akan membutuhkan sebuah mesin (cutting torch) yang dapat membuat kemiringan bibir benda kerja sesuai dengan sudut V yang direncanakan. Sambungan jenis ini akan lebih kuat dibandingkan dengan sambungan temu segi empat (square butt joint). Tetapi resiko yang harus dipikul adalah biaya persiapan benda kerja menjadi lebih mahal, dan penggunaan batang las/bahan pengisi pun menjadi lebih banyak. Dan untuk pelaksanaan pengujian benda kerja hasil pengelasan pembengkokan /uji tekuk tidak boleh dilakukan pada bagian kaki (root) alur/kampuh las.
Gambar 4.18 las temu Terdapat dua jenis sambungan temu yang beralur, berlalur V tunggal dan ganda (single-V butt joint dan double-V butt joint), tergantung dari ketebalan bahan/benda kerja yang akan dilas.
Sambungan temu beralur V ganda
(double-V butt joint), merupakan jenis sambungan las yang terbaik untuk segala jenis beban kerja. Digunakan terutama untuk benda kerja dengan ketebalan lebih
Sambungan temu beralur V tunggal (single-V butt joint),
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
42
Praktikal konstruksi baja besar dari inci (>19,05 cm), dan dapat pula digunakan untuk ketebalan benda kerja yang lebih kecil jika dipertimbangkan sambungan las yang dibuat kekuatannya kritis.
Gambar 4.20 Double butt joint Dibandingkan dengan sambungan temu beralur V tunggal, waktu yang dibutuhkan untuk persiapan benda kerja relatif lebih lama, tetapi pemakaian bahan isi/ bahan lasnya lebih sedikit, karena sudut kampuh V yang terbentuk relatif lebih kecil/ sempit. Proses pengelasannya sendiri dilakukan dua tahap, satu tahap sisi pertama dan tahap kedua sisi berikutnya. Untuk mendapatkan hasil pengelasan yang berkualitas, ada beberapa hal yang harus diperhatikan yakni konsistensi pengisian alur sepanjang benda kerja, ketepatan besar sudut kampuh V, dan jarak bukaan pada kaki kampuh (root opening). Selain kedua jenis bentuk sambungan las tersebut, terdapat juga beberapa variasi sambungan las kampuh V diantaranya seperti jenis bevel, J dan U groove seperti gambar berikut :
Gambar 4.21 Tambahan las tumpul 4.1.7 Sambungan Sudut (corner joint) Terdapat tiga jenis sambungan sudut yaitu : sambungan sudut tertutup (flush corner joint), sambungan sudut setengah terbuka (half-open corner joint) dan sambungan sudut terbuka penuh (fullopen corner joint).
Sambungan sudut tertutup (flush corner joint), digunakan terutama untuk pengelasan lembaran logam yang ketebalannya 12 gauge. Sambungan jenis ini digunakan terbatas hanya untuk bahan yang mudah melebur jika dipanaskan, karena jika tidak, penetrasi/ penembusan lumeran las akan sulit dilakukan. Dan hanya beban yang moderat yang dapat dipikul oleh jenis sambu- ngan ini.
43
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja
Gambar 4.22 Flush corner
Sambungan sudut sete ngah terbuka (half-open corner joint), digunakan untuk pengelasan lembar an logam yang ukurannya >12 gauge. Penetrasi/ penembusan lumeran las lebih baik dari sambungan flush corner joint Dan beban yang dapat dipikul oleh jenis sambungan ini juga beban yang moderat.
Gambar 4.24 Sambungan sudut 4.1.8 Sambungan T (Tee joint) Sambungan T penampang persegi (square tee joint), digunakan untuk benda kerja yang yang tidak terlalu tebal. Sambungan T jenis ini akan membutuh kan jenis las sudut pada satu sisi atau kedua sisinya. Untuk memaksimumkan kekuatan sambungan las ini sebaiknya kedua sisinya dilas.
Gambar 4.23 Sambungan sudut setengah terbuka
Sambungan sudut terbuka penuh
(full-open corner joint), menghasilkan sambu ngan yang kuat, terutama jika pengelasan dilakukan pada kedua sisi dan dapat digunakan untuk semua jenis ukuran pelat logam.
Gambar 4.25 Sambungan T DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
44
Praktikal konstruksi baja Sambungan T tirus tunggal (sing-le-bevel tee joint), jenis sambungan ini lebih mampu menahan beban struktur lebih besar dibandingkan dengan sambungan T penampang persegi, karena ditribusi tekanan yang diterima lebih baik. Pada umumnya tipe ini digunakan untuk benda kerja dengan ketebalan inci (12,7 cm), dimana pengelasan hanya dapat dilakukan dari satu sisi saja.
benda kerja dapat mudah mengendap disepanjang alur las.
Gambar 4.28 Sambungan lap joint Sedangkan untuk kekuatan hasil lasnya sangat tergantung pada ukuran las sudut nya. Benda kerja dengan ketebalan sampai dengan inci (12,7 cm) dan beban yang bekerja tidak berat dapat menggunakan jenis sambungan ini.
Gambar 4.26 Single bevel Tee
Sambungan T tirus ganda (double-bevel tee joint), hanya digunakan apabila beban besar diperhitung kan akan terjadi pada sambungan struktur (T) dan pengelasan dapat dilaku kan dari kedua sisi dalam posisi vertikal.
Sambungan tumpang ganda (double-fillet lap joint), digunakan apabila sambungan las diperhitungkan akan menerima beban yang berat. Bila pengelasan dilakukan dengan benar maka akan terjadi kekuatan sambungannya akan relatif sama dengan kekuatan komponen struktur yang di las.
Gambar 4.27 Double bevel tee 4.1.9 Sambungan Tumpang (lap joint) Sambungan tumpang tunggal (single-fillet lap joint), menggunakan jenis las sudut dan pengelasannya relatif mudah dilakukan karena pengisian bahan las pada DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
45
Praktikal konstruksi baja Gambar 4.29 Sambungan double fillet lap joint 4.1. 10 Sambungan Tepi (edge joint) Sambungan jenis ini dapat dimanfaatkan untuk ketebalan pelat inci (6,35 cm) dan hanya mampu menahan beban -beban yang ringan. Persiapan benda kerjanya sendiri dapat dilakukan seperti gambar berikut:
nakan angka dan huruf, sebagai contoh simbol 1G digunakan untuk posisi pengelasan dibawah tangan dengan menggunakan las tumpul. Angka 1 menjelaskan tentang posisi pengelasan di bawah tangan (flat) dan huruf G (groove) menjelaskan tentang pengunaan jenis las tumpul. Untuk pekerjaan las sudut dengan posisi di bawah tangan, simbol yang digunakan adalah 1F (fillet/ las sudut). Simbol-simbol ini akan banyak digunakan untuk menjelaskan posisi dan jenis pengelasan pada gambar kerja maupun soal test untuk kualifikasi tukang las.
Gambar 4.30 Sambungan flanged edge
4.1.11 Posisi pengelasan Semua pekerjaan pengelasan biasanya dikerjakan dalam beberapa kemungkinan posisi pengelasan, antara lain : bawah tangan (flat), horisontal, vertikal, di atas kepala (overhead). Bentuk las sudut dan tumpul dapat digunakan untuk semua posisi tersebut. The American Welding Society (AWS) mengindentifikasi ke empat posisi pengelasan tersebut dengan menggu-
Gambar 4.31 Posisi Flat Karena pengaruh gaya gravitasi maka posisi pengelasan akan mempengaruhi efektivitas aliran cairan logam las ke dalam kampuh. Usahakan bila memungkinkan semua pengelasan dilakukan dalam posisi di bawah tangan (flat), karena pada posisi ini pengaruh gravitasi berperan maksimal dalam mengalirkan cairan logam las ke dalam sambungan las, yang membuat proses pengelasan berjalan lebih mudah dan cepat. Pengelasan dalam posisi horizontal sedikit lebih sulit jika diban-
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
46
Praktikal konstruksi baja dingkan dengan pengelasan bawah tangan, karena sewaktu pengelasan berlangsung, cairan logam akan cenderung turun ke bawah, tidak mengisi alur sambungan.
pengelasannya mengacu pada posisi pipanya bukan posisi pengelasannya.
Gambar 4.32 Posisi horizontal Sedangkan untuk posisi vertikal, pengelasan biasanya akan lebih mudah, dilakukan dari bawah ke atas.
Gambar 4.34 Posisi diatas kepala Pada pengelasan pipa, posisi 1G dilakukan untuk pengelasan pipa horizontal. Pada posisi ini pengelasan dilakukan dibawah tangan dengan pipa terputar. Posisi ini merupakan posisi terbaik dari semua posisi pengelasan pipa.
Gambar 4.33 Posisi Vertikal Posisi tersulit dalam pengelasan adalah posisi di atas kepala (overhead), karena cairan logam las akan mudah jatuh, tidak mengisi alur sambungan. Untuk menghasilkan produk las yang berkualitas, pengelasan pada posisi ini membutuhkan keahlian yang sangat tinggi. Ke empat posisi pengelasan (dibawah tangan, horizontal, vertikal dan di atas kepala) tersebut sebenarnya hanya berlaku untuk pengelasan pelat logam. Untuk pengelasan pipa posisi
Gambar 4.35 Posisi horizontal berputar Pengelasan pada posisi 2G, pipa ditempatkan dalam posisi vertikal sedangkan pengelasan dilakukan dalam posisi horizontal.
47
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja 4.1.12 Simbol-simbol pengelasan Simbol-simbol pengelasan terdapat pada gambar kerja, dibuat untuk menentukan loka si pengelasan, jenis sambungan yang akan digunakan, ukuran dan banyaknya pengelasan yang dilakukan pada sambungan las. Kita akan selalu bertemu dengan simbol-simbol ini, apabila kita melakukan pekerjaan pengelasan yang berdasarkan gambar kerja. Seorang pekerja las/baja sangat dianjurkan untuk memiliki pengetahuan dasar tentang simbol-simbol pengelasan ser ta standar penempatan simbol-simbol tersebut. Sebuah simbol standar pengelasan biasanya akan terdiri dari garis rujukan, tanda panah dan simbol ekor Garis rujukan akan menjadi dasar dari simbol pengelasan. Garis ini digunakan untuk menempatkan simbol las, dimensi, dan data-data penge-lasan lainnya. Sedangkan simbol tanda panah hanya menghubungkan antara informasi yang terdapat pada garis rujukan dengan sambungan las atau tempat yang akan dilas. Simbol ekor sendiri hanya akan digunakan jika dibutuhkan untuk memasukkan informasi tentang spesifikasi, proses, atau informasi rujukan lainnya.
Gambar 4.36 Posisi vertikal Untuk posisi 5G, posisi pipa sama dengan 1G, tetapi pipa tidak terputar sehingga pengelasan akan lebih sulit dilakukan.
Gambar 4.37 Posisi horizontal tetap Posisi tersulit dalam pengelasan pipa adalah posisi 6G, yakni pengelasan dilakukan pada pipa terletak miring 45o dari bidang datar dan pipa tidak berputar. Karena pipa tidak terputar, maka pengelasan harus dilakukan dengan menggunakan semua posisi pengelasan (dibawah tangan, horizontal, vertikal dan di atas kepala). Jika seseorang mampu menguasai posisi pengelasan ini, maka dia akan mampu melakukan pengelasan semua posisi pengelasan lainnya. Catatan: pada pengelasan pipa tidak terdapat posisi 3G atau 4G, juga semua pengelasan menggunakan jenis las tumpul (groove).
Gambar 4.38 Simbol las standar Istilah simbol jenis las terkait dengan penggunaan simbol-simbol
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
48
Praktikal konstruksi baja spesifik untuk tiap jenis las. Seperti sudah dibicarakan sebelumnya, jenisjenis las yang biasa digunakan adalah las sudut (fillet), las sudut (groove), las permukaan (surfacing), las sumbat (plug), las celah (slot). Simbol-simbol dasar pengelasan dapat dilihat pada gambar 4.33. Simbol jenis las hanyalah sebagian informasi yang akan dibutuhkan untuk disajikan pada simbol pengelasan. Istilah simbol pengelasan sendiri mengacu pada pengertian seluruh simbol yang digunakan, dimana termasuk didalamnya seluruh informasi yang dibutuhkan untuk pengelasan. Gambar 4.32 berikut ditunjukkan bagaimana sebuah simbol las diaplikasikan pada garis rujukan. Yang perlu diperhatikan adalah pada waktu menempatkan sebuah simbol las pada garis rujukan adalah posisi kaki tegak dari setiap simbol las selalu terletak pada sebelah kiri dari kaki miringnya. Tanpa kecuali semua simbol las baik untuk las tumpul, las sudut, dan lainlain, penggambaran posisi kaki tegak simbol selalu terletak di sebelah kiri.
Gambar 4.39b Simbol dasar las Pada gambar dibawah ini diperlihatkan bagaimana pentingnya mengetahui posisi simbol las pada garis rujukan. Pada gambar A simbol las (sudut) diletakkan pada bagian bawah garis rujukan, ini artinya pengelasan dilakukan pada sisi dalam dari sambungan. Sedangkan pada gambar B, simbol las diletakkan pada bagian atas dari garis rujukan yang berarti pengelasan dilakukan pada sisi luar sambungan.
Gambar 4.39b simbol las pada garis refrens
Gambar 4.40 Lokasi pengelasan Dan apabila simbol gambar ditempatkan pada kedua sisi garis rujukan, berarti pengelasan harus dilakukan pada kedua sisi dari benda kerja. Pada gambar 4.34, jika hanya satu
49
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja sisi sambungan saja yang harus ditiruskan, maka perlu diperlihatkan pada garis rujukan sisi mana yang harus ditiruskan tersebut. Pada contoh dibawah ini, sisi sebelah kiri yang harus ditiruskan, maka gambar simbol las diletakkan pada sebelah bawah garis rujukan serta tanda panah diarahkan pada sisi sambungan yang akan ditiruskan. Penempatan dimensi ukuran ini ditentukan / diatur sesuai dengan penempatan simbol las atau merujuk pada keterangan pada gambar 4.36 tersebut. Untuk lebih jelasnya, pada gambar 4.37 dijelaskan tentang bagaimana menempatkan dimensi ukuran pada simbol-simbol las. Dan pada gambar 4.37 di bawah ini dijelaskan maksud dari berbagai simbol dimensi las. Pada gambar A, dimensi ukuran las ditempatkan pada sisi kiri dari simbol las. Sedangkan pada gambar B, ukuran panjang dan jarak las ditempatkan pada sisi kanan dari simbol las. Pada gambar ini diperlihatkan sambungan las sudut berselang, dengan panjang pengelasan 2 inci dan jarak antar pengelasan (pusat ke pusat) adalah 5 inci. Ukuran sambungan las tumpul diperlihatkan pada gambar C, dimana ukuran kedalaman las masing-masing sebesar inci, dan perlu diperhatikan adalah posisi sudut kampuhnya, dimana sudut kampuh 45o dibuat dibagian atas sambungan sedangkan sudut kampuh 60o dibuat pada bagaian bawah sambungan.
Gambar 4.41 Sambungan bevel Pada gambar 4.35 ditunjukkan kemungkinan informasi-informasi lain yang ditambahkan pada sebuah simbol pengelasan. Informasi yang terdapat pada garis rujukan pada sebuah simbol pengelasan harus dibaca dari kiri ke kanan tanpa memperhatikan arah tanda panahnya. 4.1.13 Pemberian dimensi pada simbol las Pada gambar 4.36 tersebut dijelaskan tentang simbol pengelasan yang dilengkapi dimensi-dimensi ukuran yang dibutuhkan dalam pengelasan, serta cara menempatkan ukuranukuran baik itu untuk ketebalan las, panjang pengelasan, sudut kampuh las, maupun jarak kaki kampuh las.
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN Gambar 4.42 Dimensi pada simbol las
50
Praktikal konstruksi baja 4.38 adalah simbol pengelasan menyeluruh. Jika simbol ini digunakan, maka pengelasan harus dilakukan di seluruh/ sekeliling sambungan las. Pengelasan yang tidak dapat dilakukan di bengkel fabrikasi dan harus dilakukan di lapangan, maka digunakan simbol bendera segitiga hitam. Kadang-kadang dalam kegiatan pengelasan diperlukan suatu proses pengelasan tertentu, jenis elektrode yang digunakan, ataupun diperlukan beberapa rujukan untuk menyelesaikan suatu pengelasan. Keterangan terhadap kebutuhan khusus tersebut dapat ditempatkan pada bagian ekor garis rujukan (gambar 4.39). Tetapi jika informasi tambahan tersebut tidak dibutuhkan, maka simbol ekor pada garis rujukan dapat dihilangkan.
Gambar 4.43 Dimensi pada sambungan las 4.1.14 Simbol-simbol las tambahan Selain simbol-simbol dasar las yang sudah dijelaskan sebelumnya, terdapat beberapa simbol yang mungkin ditambahkan pada sebuah simbol sambungan las. Beberapa simbol tambahan yang sudah umum digunakan diperlihatkan pada gambar 4.38 berikut.
Gambar 4.45 Infomasi tambahan pada symbol las Gambar 4.44 Simbol tambahan Contour (bentuk permukaan) adalah simbol-simbol las yang digunakan untuk menunjukkan bagaimana permukaan las harus dibentuk (rata, cembung ataupun cekung). Simbol tambahan lain yang terdapat gambar 4.1.15 Penggunaan berbagai simbol las Apabila seorang pekerja baja sedang melakukan perangkaian komponen baja, adakalanya pada tempat sambungan las yang sama dibutuhkan lebih dari satu jenis las. Sebagai contoh sebuah sambungan las mungkin membutuhkan dua jenis las,
51
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja yakni; las sudut dan las tumpul. Untuk menggambarkan kebutuhan tersebut, maka pada garis rujukan dapat digambarkan simbol dua jenis las tersebut baik dengan satu garis rujukan maupun dengan dua garis rujukan.
bungan dengan menggu- nakan jenis las sudut, dengan ketinggian inci. Terakhir, akhiri dengan meratakan sambungan sudut tersebut dengan menggunakan gerinda. Dan sesuai dengan simbol field weld yang digunakan, maka semua pengelasan sambungan ini harus dilakukan di lapangan. 4.1.16 Keselamatan Kerja pada Pekerjaan Pengelasan Kecelakaan kerja seringkali terjadi pada pelaksanaan pekerjaan las. Dalam banyak kasus, kecelakaan kerja tersebut telah menyebabkan para pekerja mengalami cedera serius. Penyebab utama dari hampir semua kejadian kecelakaan tersebut adalah karena kecerobohan, kurangnya pengetahuan dan kesalahan penggunaan peralatan. Pencegahan terhadap terjadinya kecelakaan kerja tersebut telah banyak diatur dalam pedoman - pedoman yang memuat tentang pencegahan kecelakaan kerja, dan pada bab ini kita hanya akan membahas terutama tentang alat-alat perlindungan diri seperti alat perlindungan mata (kacamata kerja), pakaian kerja, serta upaya-upaya yang bisa dilakukan untuk melindungi keselamatan para pekerja dan orangorang yang berada disekitarnya. Alat perlindungan mata Pemilihan dan penggunaan alat perlindungan mata yang benar adalah merupakan hal terpenting yang harus dilakukan. Alat ini akan melindungi tidak hanya pekerja las, tetapi juga para pembantu kerja, pengawas kerja serta orang-orang yang berada
Gambar 4.46 Simbol las Multiple Gambar 4.41 ditunjukkan contoh lain bagaimana simbol las diilustrasikan dalam sebuah gambar kerja. Pada gambar ini diilustrasikan sebuah pipa baja akan dilas ke pelat baja.
Gambar 4.47 Simbol las dalam penggunaannya Simbol-simbol yang terdapat pada gambar tersebut akan meminta kepada seorang pekerja baja untuk pertama, meniruskan kaki pipa sebesar 30o diikuti kemudian dilanjutkan dengan pengelasan seluruh sambungan dengan jenis las tumpul (bevel groove). Kedua, dilanjutkan dengan pengelasan seluruh sam-
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
52
Praktikal konstruksi baja disekitar lokasi pekerjaan las maupun proses pemotongan bahan-bahan baja. Perlidungan terhadap mata adalah merupakan suatu keharusan, karena para pekerja akan berhadapan dengan resiko-resiko kerja yang tidak bisa dihindari seperti; kilat-kilat cahaya yang menyilaukan, percikan bunga api, tetesan cairan logam. Peralatan perlindungan mata tidak hanya kacamata las tetapi juga helm untuk kerja las. Helm las, selain melindungi mata, juga dapat melindungi wajah dan leher pekerja dari percikan logam dan sinar ultraviolet. Pada gambar ditunjukkan beberapa jenis alat perlidungan mata yang biasa digunakan. Flash goggles (kacamata pelindung cahaya) (gambar A), adalah kacamata yang digunakan dibalik helm las maupun digunakan oleh orang-orang yang bekerja disekitar tempat dimana pekerjaan las dilaksanakan. Kacamata jenis ini biasanya dilengkapi dengan pelindung pada kedua sisi mata. Eyecup goggles (kacamata las oxyacetylene) (gambar B), digunakan untuk perlindungan mata dari pada pekerjaan pengelasan maupun pemotongan pelat baja yang menggunakan bahan gas (oxy-acetylene). Bentuk kacamata ini didesain sesuai dengan kontur wajah, dan bagian sekeliling mata tertutup. Keteduhan lensa kaca harus disesuaikan dengan jenis pekerjaan yang akan dilaksanakan. Ingat ! kacamata jenis ini tidak boleh digunakan untuk las busur.
Gambar 4.48 Kaca mata las Untuk pelaksanaan pekerjaan las listrik/busur, baik untuk pengelasan maupun pemotongan bahan, dibutuhkan alat perlindungan mata yang lebih sempurna, yang tidak hanya mampu melindungi dari kilatkilat cahaya yang menyilaukan, percikan bunga api, tetesan cairan logam, tetapi juga dapat melindungi wajah dan leher pekerja dari percikan logam dan sinar ultraviolet. Untuk keperluan tersebut harus digunakan helm las seperti diperlihatkan pada gambar C dan D berikut.
Gambar 4.49 Kacamata las listrik Jenis helm las seperti ditunjukkan pada gambar C memiliki sebuah jendela, yang berfungsi untuk melihat hasil kerja tanpa harus melepaskan helm las yang digunakan. Biasanya digunakan lensa kaca ukuran 2 x 4 inci. Sedangkan jenis helm las seperti ditunjukkan gambar D memiliki jendela yang jauh lebih besar (4 x 5 inci). Jendela yang
53
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Table 4.1 lensa kacamata
Praktikal konstruksi baja lebih besar akan memungkinkan peng -gunanya memiliki pandangan yang lebih luas, terutama dibutuhkan jika bekerja ditempat yang terbatas dimana gerakan badan dan kepala tidak memungkinkan. Jika pengelasan dilakukan di tempat dimana para pekerja las lain sedang bekerja, maka seorang pekerja las perlu menggunakan kacamata las flash goggle dibalik helm lasnya, untuk melindungi dari cahaya las yang dihasilkan oleh pekerja lain. Kacamata ini pun akan melindungi mata ketika pekerja sedang membersihkan terak dari hasil pengelasan sebelumnya. Helm dan kacamata las yang digunakan untuk melindungi mata terbuat dari bahan yang tahan api, serta dilengkapi dengan sebuah lensa kaca filter cahaya yang dilapisi dengan sebuah lensa kaca netral. Fungsi dari lensa kaca netral adalah untuk melindungi kaca filter dari percikan api dan percikan logam panas. Lensa kaca netral ini harus ditempatkan dibagian luar dari lensa kaca filter. Lensa kaca netral ini harus diganti jika sudah rusak/ buram. Tabel 4.1 Ukuran lensa kaca mata las
Lensa filter dibuat dengan berbagai variasi tingkat keteduhan lensa yang dibedakan berdasarkan besaran angka (tabel 4.1). Semakin kecil angka lensa, maka semakin terang lensanya, sebaliknya semakin besar angkanya semakin gelap lensanya. Pada tabel di bawah ini juga ditunjukkan kaitan antara berbagai angka/nomor lensa dengan jenis pengelasan yang dilakukan. Perhatian ! jangan sekali-kali melihat langsung ke busur api pengelasan tanpa menggunakan pelindung mata yang benar. Melihat langsung ke busur api pengelasan dapat menyebabkan kerusakan mata yang permanen. Jika terkena percikan api las, segeralah dibawa ke dokter. Sarung tangan las Berbagai variasi dari pakaian khusus pekerja las telah digunakan untuk melindungi bagian-bagian tubuh dari bahaya pengelasan. Pakaian yang akan dipakai harus dipilih berdasar-kan ukuran, lokasi kerja, dan jenis/-sifat pekerjaan yang akan dilaksa-nakan. Selama proses pengelasan ataupun pemotongan, anda harus selalu menggunakan sarung
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
54
Praktikal konstruksi baja tangan tahan api (gambar 4.44). Sarung tangan lima jari (gambar bagian A) digunakan untuk pengelasan dengan menggunakan bahan gas (oxy-acetylene), sedang kan sarung tangan dua jari (gambar bagian B) digunakan untuk las busur/listrik.
Gambar 4.50 Sarung tangan Kedua jenis sarung tangan ini akan melindungi tangan dari panas dan percikan logam. Sarung tangan dua jari mempunyai keunggulan dibandingkan dengan sarung tangan lima jari, karena dapat mengurangi bahaya percikan logam dan bunga api yang dapat tersangkut diantara jari-jari sarung tangan. Pakaian las Banyak pekerjaan-pekerjaan las yang menggunakan bahan gas, tidak terlalu menuntut keharusan memakai pakaian khusus untuk perlindungan diri, melainkan cukup hanya menggunakan sarung tangan dan kaca mata las. Namun bagaimanapun juga adalah sangat penting untuk tetap menggu-nakan pakaian kerja yang baik. Lompatan bunga api pengelasan dapat masuk ke dalam gulungan lengan baju /lipatan lengan, kantong baju dan untuk itu semua gulungan pakaian harus dibuka, kantong baju
harus tertutup rapat, kerah baju terkancing dengan rapat. Semua pakaian kerja harus bebas minyak/oli,gemuk. Gunakan sepatu kerja yang aman, hindari menggunakan sepatu dengan potongan rendah, karena bunga api dan tetesan logam mudah masuk ke dalam sepatu apalagi jika bekerjanya sambil duduk/jongkok. Semua jenis pengelasan listrik, pengelasan dengan bahan gas khusus, maupun untuk pengelasan posisi vertikal dan posisi di atas kepala akan membutuhkan pakaian khusus yang tahan api yang terbuat dari bahan kulit atau bahan lainnya yang mampu melindungi dari radiasi panas, percikan logam panas atau bunga api. Pakaian jenis ini (gambar 4.45) terdiri dari model apron (celemek), sleeves (sarung), kombinasi sleeves dan bib (kain alas dada), jaket, maupun model pakaian biasa. Pemilihan jenis pakaian apa yang digunakan, akan banyak tergantung pada jenis dan sifat pekerjaan las yang dilakukan. Model sleeves dapat memberikan perlindungan untuk pekerjaan pengelasan yang dilakukan di lantai atau setinggi bangku kerja. Sedangkan untuk pengelasan di atas kepala, akan dibutuhkan jenis pakaian las jenis cape and Sleeves. Karena pakaian ini dapat melindungi bagian belakang leher, bagian atas pundak, serta punggung dan dada bagian atas.
55
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja digunakan apabila bekerja di tempat yang beresiko tertimpa benda keras maupun benda tajam. Untuk pekerjaan pengelasan maupun pemotongan logam yang sangat berat, jenis sepatu boot tinggi tahan api dan tahan benturan sangat direkomen dasikan untuk digu nakan. Catatan: jika pakaian pelindung yang terbuat dari bahan kulit tidak tersedia, maka penggunaan bahan wool lebih baik dari pada bahan katun. Bahan wool lebih tahan api dibandingkan dengan kain katun. jika terpaksa digunakan, maka kain katun tersebut harus terlebih dahulu diproses secara kimia untuk mengurangi sifat mudah terbakarnya.
Gambar 4.51 Baju las Penggunaan model bib yang dikombinasikan dengan model cape and Sleeves akan memberikan tambahan perlindungan pada daerah dada dan perut. Model jacket/coat digunakan apabila diperlukan perlindungan secara keseluruhan bagian atas tubuh. Hal ini biasanya terjadi apabila beberapa pekerja las bekerja saling berdekatan. Untuk pekerjaan yang dilakukan di lantai, model apron dan model pakaian akan memberikan perlindungan pada kaki. Untuk melindungi kepala dari bahaya kebakaran selama proses pengelasan di atas kepala, sangat dianjurkan para pekerja menggunakan topi yang terbuat dari bahan kulit atau penutup kepala tahan api, dibalik helm lasnya. Penutup lubang kuping perlu juga digunakan, apabila pekerjaan las yang dilakukan dapat mengakibatkan percikan api/logam masuk ke dalam lubang kuping. Helm las yang dikombinasikan dengan helm yang keras seperti helm proyek perlu
4.2 SAMBUNGAN BAUT
Metoda - metoda utama yang digunakan untuk menyambung baja struktur adalah sambungan baut dan las. Kekuatan struktur bangunan baja akan bergantung pada ketepatan penggunaan metoda-metoda sambungan ini. Sambungan-sambungan struktur baja yang dibuat di bengkel fabrikasi disebut dengan sambungan bengkel (shop connections), Sambungansambungan struktur baja yang dibuat dilapangan /lokasi proyek disebut dengan sambungan lapangan (field con nection). Sambungan baut dan sambungan las dapat diterapkan baik untuk sambungan yang dikerjakan bengkel maupun sambungan lapangan. Sambungan yang dibuat dilapangan lebih banyak menggunakan sambungan baut. Sambungan las baru digunakan di lokasi pemba-
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
56
Praktikal konstruksi baja ngunan apabila penggunaan sambungan baut tidak dapat / sulit diterapkan.
Gambar 4.53 Ring baut
Gambar 4.52 Pemasangan baut Sambungan las lebih baik diterapkan pada situasi lingkungan yang terkendali seperti pada pelaksanaan pekerjaan di bengkel fabrikasi. Selama proses pengangkatan dan perangkaian elemen struktur baja, pekerja akan memasang minimal dua buah baut pada setiap sambungan struktur. Pemasangan baut-baut yang lain /tersisa baru dilakukan dan diken cangkan pada saat proses penegaklurusan struktur bangunan baja Suatu pola kerja yang sistematis harus diikuti ketika melakukan pengencangan baut-baut sehingga sebuah sambungan elemen struktur dapat dikencangkan secara bersamaan Terdapat berbagai jenis baut, metode penginstalasiannya dan jenis sambungan yang digunakan pada konstruksi baja struktur.
4.2.1 Jenis baut (ASTM) A307 Baut baja rendah Digunakan untuk aplikasi yang terbatas, hanya digunakan untuk elemen sekunder dari struktur baja A325 Baut baja karbon sedang, mempunyai kekuatan tinggi (gambar sebelah kiri atas). Jenis baut yang paling sering digunakan pada bangunan konstruksi baja
Gambar 4.54 Baut struktur A490 Baut baja perlakuan panas dengan kekuatan tinggi (gambar sebelah kanan) Lebih mahal dari jenis baut A325, tetapi baut ini lebih kuat,
57
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja sehingga jumlah baut yang digunakan akan lebih sedikit. 4.2.2 Ukuran baut
Gambar 4.56 Ring baut Ring baut yang paling banyak digu nakan adalah yang berben tuk pipih. Ring baut berbentuk tirus (gambar kiri atas) digunakan jika permukaan yang akan disam bung memiliki kemiringan seperti pada flens baja jenis kanal ataupun baja I dengan flens sempit (S shape)
Gambar 4.55 Baut hitam Baut-baut A325 dan A 490 terdapat dengan diameter mulai dari sampai dengan 1 inci Ukuran baut yang paling sering digunakan adalah , 7/8, dan 1 Baut kekuatan tinggi umumnya tersedia sampai dengan panjang 8 inci 4.2.3 Ring baut Ring baut terbuat dari baja yang dikeraskan, digunakan untuk sambungan-sambungan struktur, untuk menyebarkan tekanan dari proses pengecangan baut ke bidang yang lebih luas. Ring baut dapat juga digunakan untuk menutupi diameter lubang baut yang kebesaran atau yang longgar.
Gambar 4.57 Baut terpasang Baut A325 membutuhkan sebu ah ring pada bagian kepala atau bagian murnya.Baut dengan jenis A490 akan mem butuhkan ring pada kedua bagian baik kepala baut maupun murnya. Grip adalah jarak dari mulai bagian dalam kepala baut sampai dengan bagian belakang mur atau ring baut Adalah jumlah dari seluruh ketebalan bahan yang akan disambung, tidak termasuk ketebalan ring
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
58
Praktikal konstruksi baja Panjang ulir adalah bagian baut yang diulir.Panjang baut adalah jarak dari bagian dalam kepala baut sampai ujung baut 4.2.4 Jenis-jenis Sambungan Baut Terdapat dua jenis sambungan dasar baut Bearing Beban kerja yang terjadi diantara pelat/ elemen strukutur yang disambung ditahan oleh badan baut
Gambar 4.59 Slip critical joint 4.2.5 Model kegagalan Sambungan Baut Baut pada sambungan Bearing dirancang untuk memenuhi dua keadaan batas kekuatan Yielding Luluh, dimana terjadi deformasi / perubahan bentuk yang inelastik (tidak kembali ke bentuk semula)
Gambar 4.58 Bearing joint
Bearing Fracture
retakan
Slip-critical Beban kerja yang terjadi diantara pelat/ elemen strukutur ditahan melalui terjadinya friksi/gesekan pada sambungan
Bearing Yield
luluh
Gambar 4.60 Pecah dan luluh pada pelat
Fracture/keretakan, dimana terjadi kegagalan/putus pada baut sambungan Bahan pelat yang ditahan oleh baut juga dapat mengalami
59
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja kegagalan ataupun deformasi /perubahan bentuk inelastik (luluh) jika beban
Bearing Yield
Bearing Fracture
Jika sambungan direncanakan sebagai sebuah sambungan jenis bearing, beban yang terjadi akan disalurkan ke tumpuan baut, baik baut tersebut dikecangkan secara snug tigh maupun pretensioned Ulir pada bidang geser
Gambar 4.61 Patah dan luluh pada baut yang terjadi melampaui kekuatan bahan pelat tersebut (gambar kanan) Sering sekali sambungan-sambungan yang gaya tarik langsung, diatur kembali sehingga baut-baut tersebut bekerja hanya untuk menerima beban geser.
Sambungan Bearing Dalam sambungan jenis bearing, elemen struktur yang disambung, akibat gaya tarik/tekan diasum- sikan saling bergerak meluncur satu sama lain dalam arah yang berbeda ditahan oleh badan baut
Gambar 4.63 Ulir-ulir masuk dalam bidang geser Bidang geser adalah bidang diantara dua atau lebih elemen struktur yang menerima beban, dimana setiap elemen cenderung bergerak paralel dalam arah yang berlawanan. Bagian ulir dari sebuah baut pada sebuah sambungan, dapat termasuk dalam bidang geser ataupun tidak termasuk dalam bidang geser.
Gambar 4.62 Sambungan bearing DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
60
Praktikal konstruksi baja Gambar 4.64 Ulir-ulir tidak masuk dalam bidang geser Kapasitas kekuatan baut akan lebih besar jika ulir baut tersebut tidak termasuk dalam bidang geser. Jenis baut yang paling umum digunakan adalah baut ASTM A325 , dimana ulir baut termasuk dalam bidang geser Sambungan kritikal slip Pada sambungan kritikal selip, baut-baut harus dikencangkan penuh guna menciptakan gaya jepit antara elemen yang disambung
membutuhkan khusus 4.2.5
persiapan
yang
Penggunaan Sambungan Kritikal Slip Sambungan kritikal selip hanya dibutuhkan pada aplikasi-aplikasi yang memperhitungkan adanya gaya geser atau gabungan gaya tarik dan geser. Sambungan yang menjadi subjek bebanbeban yang dapat menimbulkan kelelahan struktur, dengan arah beban yang bolak-balik (tidak dapat diaplikasikan pada penguat struktur)
Gambar 4.65 Sambungan kritikal slip Gaya ini akan mengembangkan tahanan friksi antara elemen-elemen yang disambung Tahanan friksi yang terjadi akan membuat sambungan elemen tersebut mampu menahan beban tarik tanpa terjadi gesekan pada tumpuan dan batang baut, walaupun baut tetap direncanakan dapat menerima beban geser. Permukaan elemen yang disambung (the faying surfaces) pada sambungan kritikal selip
Gambar 4.66 Penggunaan sambungan kritikal slip Sambungan struktur baja yang menggunakan lubang-lubang yang longgar, sambungan-sambungan yang menggunakan lobang slot, terkecuali untuk beban kerjanya diperkirakan tegak lurus dengan arah dimensi panjang dari slot Sambungan struktur baja dimana permukaan elemen yang disambung (the faying surfaces) pada sambungan kritikal selip dapat menyebabkan terjadinya kerugian pada performan dari struktur. SNUG-TIGHT INSTALLATION
61
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja Snug tight adalah proses pengencangan baut dengan sedikit hentakan pada alat pengunci baut pneumatik atau melalui
2. Tanda pengencangan digambarkan di masing-masing mur, baut, dan permukaan baja dengan garis lurus.
Gambar 4.67 Pemasangan snug tight dengan menggunakan pengencang
Gambar 4.69 Pemasangan baut dengan metode turn of nut 3. Bagian baut yang tidak diputar oleh kunci Inggris itu dicegah dari pemutaran 4. Baut itu dikencangkan dengan suatu rotasi yang ditentukan dari kondisi snug tightened. Rotasi yang ditetapkan bervariasi oleh diameter dan panjangnya (antara 1/3 dan 1 putaran)
Gambar 4.68 Pemasangan snug tight dengan tenaga manusia kekuatan penuh tenaga seorang pekerja yang menggunakan kunci inggris biasa, untuk menyambungkan elemen struktur kedalam kondisi tersambung kuat TURN-OF-NUT INSTALLATION 1. Baut yang akan dikencangkan sudah dalam posisi snug tightened
4.2.6 ASTM F1852 Installation Baut jenis F1852 adalah jenis baut mempunyai kelebihan tertentu terutama ketika mengencangkan
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
62
Praktikal konstruksi baja Gambar 4.72 Proses pemasangan baut ASTM F 1852 ASTM F959 Direct Tension Indicators Cara lain untuk menentukan kondisi baut prategang adalah dengan menggunakan alat indikator tegangan yang langsung / direct tension indicators (DTIS). Alat ini / washer mempunyai tonjolan-tonjolan yang
Gambar 4.70 baut ASTM F 1852
Gambar 4.73 Direct tension indicator Gambar 4.71 Pemasangan baut F 1852 Baut-baut jenis ini harus dalam kondisi prategang / sudah dikencangkan dengan kekuatan tangan. Bagian dalam alat pengencang memegang bagian baut, sedangkan bagian luarnya memegang mur. Kedua bagian tersebut berputar berlawanan arah, sampai bagian ujung baut lepas/putus pada tegangan tertentu.
Gambar 4.74 Pemasangan DTI pada baut harus menahan bagian baut yang tidak berputar (kepala baut). Dan setelah baut dikencangkan, maka akan menekan tonjolan tersebut dan mengurangi gap antara kepala baut dan pelat yang disambung. Gap tersebut diukur dengan pelat pengu-
63
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja kur, apabila jaraknya terpenuhi maka baut sudah dalam keadaan prategang. Dimensi nominal lubang baut Baut-baut tersebut dipasang dalam satu dari empat macam lubanglubang (lihat tabel di atas). Lubanglubang ukuran standar dapat digunakan dimana pun. Lubang-lubang yang longgar (oversized) hanya dapat digunakan pada sambungan dengan slip kritikal.
wrench.
Gambar 4.75 Kunci pas dan besi pengatur lubang baut
Tabel 4.2 Dimensi lubang baut Sedangkan yang tipe short slotted digunakan pada slot pada arah tegak lurus dari tegangan. Untuk lubang baut long-slotted digunakan terutama pada konstruksi yang ada. 4.2.7 Peralatan yang dibutuhkan Peralatan yang umum digunakan para pekerja adalah kunci pas dan besi untuk memperbaiki posisi lobang serta mesin pengunci kejut (impact wrench).Generator dan kompressor disiapkan apabila dibutuhkan pemasangan baut dengan peralatan impact Gambar 4.77 Kompressor dan mesin diesel DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Gambar 4.76 Mesin pengunci kejut
64
Praktikal konstruksi baja
4.2.8
Ruang Simpan dari Komponen-komponen Komponen-komponen pengencang harus dilindungi dari kotoran dan uap lembab di dalam peti kemas yang tertutup dan diletakkan di lokasi kerja. Hanya baut-baut yang akan dipakai yang dikeluarkan dari kontainer dan baut yang tidak terpakai harus segera dikembalikan ke penyimpanan
Pelumasan pada baut-baut pengencang adalah hal penting untuk pemasangan yang yang tepat. Suatu minyak yang larut-air digunakan pada baut-baut hitam, Minyak ini dengan mudah dicuci bersih ketika diunjukkan pada udara terbuka. Baut-baut pengencang yang berkarat dan berdebu harus dibersihkan dan kemudian dilumasi kembali sebelum mereka digunakan/ dipasang. Baut-baut F1852 (gambar di sebelah) tidak perlu dilumasi kembali, kecuali oleh pabrikannya.
4.3 SAMBUNGAN PAKU KELING
Ada satu waktu yang lalu, dimana semua pekerjaan sambungan struktur baja didominasi oleh penggunaan sambungan paku keling, tetapi bagaimanapun juga setelah diperkenalkannya sistem sambungan logam dengan teknik las telah menggantikan masa kejayaan /keemasan penggunaan sambungan paku keling pada struktur baja. Paku keling yang terdapat dipasaran diproduksi mulai dari ukuran diameter 12, 14, 16, 18, 20, 22, 24,27 dan 30 mm. Diameter batang dari paku keling disebut diameter nominal. Paku keling biasanya dibuat dari bahan baja lunak dimana kekuatan luluhnya berkisar antara 220 sampai dengan 250 N/mm2. Paku keling harus terbuat dari bahan yang liat untuk mempermudah pembentukan kepala paku keling serta pengisian lubang paku keling. Oleh karena itu, baja
Gambar 4.78 Tempat penyimpanan komponen .
Gambar 4.79 Wadah penyimpanan baut
65
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
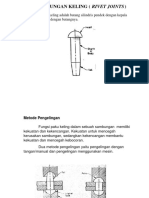
Praktikal konstruksi baja lunak digunakan untuk bahan pembuatan paku keling. Kadangkadang baja paduan rendah (low alloy steel) dengan persentase pemanjangan sekitar 18% dan kekuatan luluhnya sekitar 300 Mpa juga digunakan untuk bahan paku keling. Metode penyambungan pelat baja dengan menggunakan paku keling dapat dilakukan dengan proses dingin dan panas. Jika dilakukan dengan metode panas, paku keling dipanaskan sampai mencapai suhu 1000o C, sampai kondisi merah panas, kemudian dimasukkan kedalam lubang sambungan dan kepala paku keling dipres dengan suatu alat dongkrak. Badan paku keling yang panas tersebut kemudian dibentuk dengan cara dipukul-pukul ataupun dengan menggunakan palu pneumatik, sampai terbentuk ukuran kepala paku keling yang dikehendaki. Sedangkan untuk metode dingin biasanya pembentukan paku kelingnya dilakukan dengan menggunakan alat kempa pneumatik ataupun kempa listrik.
Gambar 4.80 Pengelingan
Gambar 4.81 Jenis-jenis paku keling Ada beberapa jenis paku keling yang sering digunakan seperti jenis Snap, Pan, Flat, Countersunk (gambar 4.74). jenis snap head adalah yang paling umum digunakan pada pekerjaan sambungan struktur baja. Dengan mempertimbangkan ketahanan gesekan akan dikembangkan diantara sambungan pelat, lubang paku keling biasanya dibor 1,5 mm lebih besar dari ukuran diameter nominal paku keling sampai ukuran 25 mm dan 2 mm untuk diameter nominal paku keling ukuran 27 sampai dengan 30 mm. Diameter efektif dari paku keling sendiri adalah diameter lubang paku keling pada pelat baja yang akan disambung, dan diameter ini akan digunakan untuk perhitungan kekuatan sambungan paku keling. Posisi paku-paku keling pada sambungan harus diatur sedemikian rupa, supaya tidak terjadi kegagalan sambungan sebelum waktunya. Pengaturan jarak paku keling dari pusat ke pusat lubang paku keling, disebut pitch
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
66
Praktikal konstruksi baja Biasanya the pitch merujuk pada pengukuran jarak sepanjang sambung -an, dimana arahnya sejajar dengan arah beban. Demikian juga halnya lubang paku keling harus diatur jaraknya dari sisi-sisi pelat yang akan disambung, guna mencegah terjadinya kegagalan sambungan sebelum waktunya
gaya gesekan tersebut semakin tidak mampu menahan gaya tarik, gaya geser mulai bekerja pada badan paku keling dan berkelanjutan dengan terjadinya tegangan tumpu pada pelat sambung dan pelat baja utama. 40 sampai dengan 70 persen gaya tarik tersebut akan ditahan oleh paku keling dan pelat-pelat sambungan. Sambungan paku keling akan mengalami kegagalan disebabkan beberapa mekanisme, seperti
Gambar 4.82 Sambungan keling 4.3.1 Kapasitas dan kekuatan paku keling Perhatikan sambungan tumpu (butt joint) gambar 4.77 dimana pelat baja utama menerima gaya tarik P. Paku keling dipasang dengan proses pretension (proses pemasangan paku keling yang dapat mencipatakan tegangan tarik yang tinggi pada batang paku keling). Pretension biasanya 0,6 sampai 0,9 kali tegangan luluh. Pelat sambung menjepit pelat baja utama dengan gaya tekan sama besar dengan gaya tarik yang terjadi pada paku keling. Pada waktu beban tarik bekerja pada pelat utama, beban tarik tersebut pertama-tama akan ditahan oleh gaya gesekan antara pelat utama dengan pelat sambung. Pada waktu
Gambar 4.83 Sambungan Lap joint
Gambar 4.84 Sambungan Butt Joint Ga ya geser yang bekerja pada paku keling (tunggal maupun ganda)
67
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
Praktikal konstruksi baja Ke gagalan pelat akibat gaya tumpu
Gambar 4.85 Kegagalan paku keeling akibat gaya geser Ke gagalan pelat akibat gaya geser Gambar 4.88 Kegagalan tumpuan Dua kejadian kegagalan pelat akibat gaya tarik dan gaya geser dapat dihindari dengan menyediakan jarak yang cukup dari sisi pelat dan jarak antar lubang baut tidak melewati batas minimum. Seseorang merencanakan sambungan paku keling harus menjamin tidak terjadinya kegagalan akibat gaya geser atau gaya tarik atau tegangan tumpuan pada paku keling.
Gambar 4.86 Kegagalan pelat akibat gaya geser Ke gagalan pelat (sobek) akibat gaya tarik
Gambar 4.87 Kegagalan pelat akibat gaya tarik
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN
68
You might also like
- Tugas - Heri Bertus Suandi - Kopling Toyota AgyaDocument62 pagesTugas - Heri Bertus Suandi - Kopling Toyota AgyaM Willy TarmidziNo ratings yet
- Sambungan LasDocument18 pagesSambungan LasNurul HudaNo ratings yet
- Proses Penyambungan LogamDocument5 pagesProses Penyambungan LogamAnwar MuhammadNo ratings yet
- Pertemuan 3 PDFDocument9 pagesPertemuan 3 PDFdewi fatiqhaNo ratings yet
- M.K.1 Pengantar Sistem PerpipaanDocument27 pagesM.K.1 Pengantar Sistem PerpipaanAchmadani AswinNo ratings yet
- Uji KekerasanDocument9 pagesUji KekerasankholisenangNo ratings yet
- Jawaban UAS KONSEP DESAIN REGULERDocument4 pagesJawaban UAS KONSEP DESAIN REGULERRiano HaldyNo ratings yet
- Analisa Kegagalan Tabung LPG 3 KGDocument15 pagesAnalisa Kegagalan Tabung LPG 3 KGMuhamad MachrusNo ratings yet
- Tugas Rancangan Mesin Jurnal Transmisi Sabuk V Beserta Contoh SoalDocument29 pagesTugas Rancangan Mesin Jurnal Transmisi Sabuk V Beserta Contoh SoalRidho SiregarNo ratings yet
- Elemen MesinDocument125 pagesElemen Mesinbangyos001No ratings yet
- STRUKTUR STATISDocument10 pagesSTRUKTUR STATISAnam SipetualangsejatiNo ratings yet
- Modul 1Document23 pagesModul 1niaahasNo ratings yet
- Roda Gigi dan Poros MobilDocument65 pagesRoda Gigi dan Poros MobilAkbar RezkiNo ratings yet
- RESUME Perancangan Pengereman Kereta CepatDocument11 pagesRESUME Perancangan Pengereman Kereta CepatMuhammad NuzanNo ratings yet
- Sambungan Keling PDFDocument27 pagesSambungan Keling PDFMaulana Fajar IbrahimNo ratings yet
- ALIGNMENTDocument95 pagesALIGNMENTReza FbriadiNo ratings yet
- Jenis-Jenis Jig & FixtureDocument12 pagesJenis-Jenis Jig & FixtureDiana Sekar SariNo ratings yet
- Lembar Penilaian KPDocument1 pageLembar Penilaian KPRudyNo ratings yet
- JENIS-JENIS BAJA DAN PROSES PEMBUATANNYADocument10 pagesJENIS-JENIS BAJA DAN PROSES PEMBUATANNYAAditya Ramadhan100% (1)
- Laporan Maintenance and RepairDocument15 pagesLaporan Maintenance and RepairRiz KiNo ratings yet
- Sistem PerpipaanDocument1 pageSistem PerpipaanPipin Azrin ScreonietichNo ratings yet
- UTS Metalurgi Indra MustikaDocument14 pagesUTS Metalurgi Indra Mustikaindra mustika100% (1)
- Materi Penyambungan Non LogamDocument6 pagesMateri Penyambungan Non LogamNurul Fadhillah100% (1)
- System RemDocument20 pagesSystem RemheryantoNo ratings yet
- Analisis V-Belt Pada Mesin PenepungDocument22 pagesAnalisis V-Belt Pada Mesin PenepungDanik MusdalifahNo ratings yet
- OPTIMASI SISTEM ANGKUTANDocument35 pagesOPTIMASI SISTEM ANGKUTANfirman100% (1)
- Analisis Gaya Pada Rem CakramDocument12 pagesAnalisis Gaya Pada Rem CakramAgus ArisudanaNo ratings yet
- Mekanika Rekayasa TerapanDocument14 pagesMekanika Rekayasa TerapanAhmadLutfiManfalutiNo ratings yet
- 000 DDRT - Contoh Growth Factor-1Document10 pages000 DDRT - Contoh Growth Factor-1Fatur Rahman Delaphansembilhan FiversNo ratings yet
- RODAGIGIDocument51 pagesRODAGIGIRichardo AdhitamaNo ratings yet
- Mesin SekrapDocument6 pagesMesin SekrapVictor Rizal FilosofiNo ratings yet
- BAB I DASAR HITUNGDocument108 pagesBAB I DASAR HITUNGtoni dwiNo ratings yet
- Tugas Rekayasa Jalan RelDocument3 pagesTugas Rekayasa Jalan RelRafi FadillahNo ratings yet
- CENTRIFUGAL FAN TESTDocument49 pagesCENTRIFUGAL FAN TESTGilang KrisnawanNo ratings yet
- Daftar PustakaDocument1 pageDaftar PustakaAzmi SyarifNo ratings yet
- Bab7 - MPD RevisiDocument32 pagesBab7 - MPD RevisiEgi PrasetyoNo ratings yet
- Jurnal Comprehensive Water Pump HouseDocument6 pagesJurnal Comprehensive Water Pump Housespearbora0% (1)
- Jalan Rel Kereta APIDocument61 pagesJalan Rel Kereta APIreytoundNo ratings yet
- Makalah Desain MesinDocument13 pagesMakalah Desain MesinKevin SaputroNo ratings yet
- Saluran Udara SerbagunaDocument12 pagesSaluran Udara SerbagunaSatrio Muhammad Abdilah50% (2)
- PasakDocument13 pagesPasakHidayat Muhammad NurNo ratings yet
- Analisis Tegangan Statik Pada Rangka Sepeda MotorDocument10 pagesAnalisis Tegangan Statik Pada Rangka Sepeda MotorMuklis Pahwa100% (1)
- Isi Paper Abs, Ebd, BaDocument12 pagesIsi Paper Abs, Ebd, BaSunu TriyatnoNo ratings yet
- Sambungan PasakDocument6 pagesSambungan PasakGinanjar KrisnadiNo ratings yet
- Perencanaan Motor Pada Dongkrak Hidrolik Otomatis Dengan Kapasitas 1-10 Ton Untuk Kendaraan TruckDocument56 pagesPerencanaan Motor Pada Dongkrak Hidrolik Otomatis Dengan Kapasitas 1-10 Ton Untuk Kendaraan TruckAtmojo Susnal100% (2)
- LAPORAN PengelasanDocument47 pagesLAPORAN PengelasanAbidinNo ratings yet
- METODA PELAKSANAANDocument4 pagesMETODA PELAKSANAANEwin Armitha BalangoNo ratings yet
- Panduan Praktek Kerja Lapangan Teknik Mesin UNTAMADocument19 pagesPanduan Praktek Kerja Lapangan Teknik Mesin UNTAMAHairul rahmanNo ratings yet
- Perancangan HookDocument12 pagesPerancangan HookSabdinNo ratings yet
- Wa0080Document27 pagesWa0080Nelvida ArwanNo ratings yet
- Laporan Bengkel Las BajaDocument53 pagesLaporan Bengkel Las Bajaarifpadilah456No ratings yet
- Laporan Praktek Baja LasDocument54 pagesLaporan Praktek Baja Lasahmad100% (7)
- Tugas 4 Elemen Mesin 1 - Rahmat Febr Kurniyadi - 2010017211054 - Tmiv ADocument17 pagesTugas 4 Elemen Mesin 1 - Rahmat Febr Kurniyadi - 2010017211054 - Tmiv AMaidir MaidirNo ratings yet
- Teknik PenyambunganDocument21 pagesTeknik PenyambunganAnwar Fuadi100% (3)
- Pengertian Pengelasan BusurDocument6 pagesPengertian Pengelasan Busurariyo bagasNo ratings yet
- Dokumen - Tips - Laporan Tugas Elemen Mesin I Sambungan Keling PDFDocument104 pagesDokumen - Tips - Laporan Tugas Elemen Mesin I Sambungan Keling PDFSiswantoNo ratings yet
- Wa0080Document21 pagesWa0080Nelvida ArwanNo ratings yet
- Review Jurnal PengelasanDocument24 pagesReview Jurnal PengelasanIamRizki RmadhanRzNo ratings yet
- Laporan Lengkap Mesin LasDocument35 pagesLaporan Lengkap Mesin LasFirda PratiwiNo ratings yet
- Prinsip Dasar Pengelasan.W3Document60 pagesPrinsip Dasar Pengelasan.W3Satria PratamaNo ratings yet
- 1 Juknis Pengembangan Diri Pada SMKDocument22 pages1 Juknis Pengembangan Diri Pada SMKriyuki_brilianNo ratings yet
- Daftar PustakaDocument2 pagesDaftar PustakarnepologyNo ratings yet
- Pedoman Tastabs UnyDocument28 pagesPedoman Tastabs UnyrnepologyNo ratings yet
- REV Proposal Tugas AkhirDocument12 pagesREV Proposal Tugas Akhirrnepology100% (1)
- Cover Buku Kriya Logam EditDocument1 pageCover Buku Kriya Logam EditrnepologyNo ratings yet
- Bibiografi HAYOMDocument2 pagesBibiografi HAYOMrnepologyNo ratings yet
- Cover GeotambangDocument2 pagesCover Geotambangrnepology100% (1)
- Fin Bab 10Document174 pagesFin Bab 10rnepology100% (1)
- Daftar Isi DLLDocument30 pagesDaftar Isi DLLrnepologyNo ratings yet
- Tim Penulis BukuDocument1 pageTim Penulis BukurnepologyNo ratings yet
- Halaman JudulDocument2 pagesHalaman JudulrnepologyNo ratings yet
- Kata PengantarDocument28 pagesKata Pengantarrnepology100% (1)
- Kata PengantarDocument28 pagesKata Pengantarrnepology100% (1)
- Daftar PustakaDocument2 pagesDaftar PustakarnepologyNo ratings yet
- Kata PengantarDocument28 pagesKata PengantarrnepologyNo ratings yet
- Jilid 1 Bab I SD VIDocument231 pagesJilid 1 Bab I SD VIrnepologyNo ratings yet
- Tim Penulis BukuDocument1 pageTim Penulis BukurnepologyNo ratings yet
- Halaman JudulDocument2 pagesHalaman JudulrnepologyNo ratings yet
- Jilid 2 Bab VII SD XIIIDocument202 pagesJilid 2 Bab VII SD XIIIrnepologyNo ratings yet
- Kata PengantarDocument28 pagesKata PengantarrnepologyNo ratings yet
- Daftar PustakaDocument2 pagesDaftar PustakarnepologyNo ratings yet
- Halaman JudulDocument2 pagesHalaman JudulrnepologyNo ratings yet
- Bibiografi HAYOMDocument2 pagesBibiografi HAYOMrnepologyNo ratings yet
- Halaman JudulDocument2 pagesHalaman JudulrnepologyNo ratings yet
- Cover Buku Kriya Logam EditDocument1 pageCover Buku Kriya Logam EditrnepologyNo ratings yet
- Daftar PustakaDocument2 pagesDaftar PustakarnepologyNo ratings yet
- Kata PengantarDocument28 pagesKata Pengantarrnepology100% (1)
- Halaman JudulDocument2 pagesHalaman JudulrnepologyNo ratings yet
- Jilid 3 Bab Xiv SD XIXDocument175 pagesJilid 3 Bab Xiv SD XIXrnepology100% (1)
- Daftar PustakaDocument2 pagesDaftar PustakarnepologyNo ratings yet