Professional Documents
Culture Documents
Seksi Penuangan
Uploaded by
Arbiyansyah SembiringOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Seksi Penuangan
Uploaded by
Arbiyansyah SembiringCopyright:
Available Formats
BAB I PENDAHULUAN A.
Latar Belakang Kekayaan alam Indonesia memiliki sejuta manfaat yang tersimpan indah dan potensial yang masih menunggu tangan-tangan ahli untuk dapat dimanfaatkan secara optimal demi kesejahteraan umat manusia. Sungai Asahan yang mengalirkan air danau Toba di Sumatera Utara ke selat Malaka merupakan salah satu contoh dari potensi alam tersebut. Menyadari potensial yang tersimpan begitu besar, maka pemerintah mengambil langkah strategis untuk memanfaatkan aliran Sungai Asahan tersebut untuk membangkitkan tenaga listrik yang seiring dengan pembangunan Pabrik Peleburan Aluminium sebagai konsumen tunggal listrik yang dihasilkan, yaitu PLTA Siguragura yang terletak di Paritohan, kecamatan Pintu Pohan Meranti, Kabupaten Toba Samosir dan PLTA Tangga serta Pabrik Peleburan Aluminium PT. INALUM yang terletak di Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Batubara (dulu Kabupaten Asahan). Dengan demikian, PT. INALUM telah berhasil mengangkat nama Indonesia sebagai salah satu negara pengekspor Aluminium Ingot (Batangan) di dunia. Untuk mendapatkan produk yang bermutu tinggi dan berdaya saing di pasar global, tentunya perlu dilakukan pengujian terhadap Bahan Baku, bahan dalam proses dan juga produk aluminium yang dihasilkan. Oleh karena itu, penulis ingin mengetahui proses pencetakan aluminium cair menjadi aluminium batangan , yang penulis lakukan di pabrik penuangan (SCA) PT. INALUM dari tanggal 8 Pebruari 2010 s/d 26 Maret 2010. B. Tujuan dan Manfaat 1. Tujuan Praktek Kerja Lapangan 1. Meningkatkan pengetahuan dan keterampilan mahasiswa di bidang analisa khususnya di dunia industri dengan langsung melihat, belajar, bekerja dan mempraktekkan ilmu yang diperoleh di bangku kuliah. 2. Mempelajari dan memahami prinsip pencetakan aluminium cair menjadi aluminium batangan di PT. INALUM. 3. Menambah wawasan mahasiswa tentang dunia kerja industri, menaati jam kerja yang berlaku dan menunjukkan kedisiplinan kerja yang tinggi. 4. Menciptakan keterampilan dalam hal penguasaan pekerjaan, disiplin dan tanggung jawab. 5. Mengetahui dan memahami cara pengoperasian dan pengenalan instrument di pabrik penuangan (SCA) PT. INALUM. 2. Manfaat Kuliah Kerja Praktek 1. Untuk Mahasiswa 1) Mengetahui lebih banyak tentang tempat Kuliah Kerja Praktek terkait sejarahnya, tujuannya, proses produksi, produk dan permasalahan yang ada didalamnya. 2) Memperoleh pengalaman kerja terutama yang berkaitan dengan analisa dan penyelesaian masalah yang sedang dihadapi. 3) Sebagai wadah untuk melatih diri dan mengaplikasikan ilmu yang diperoleh di bangku kuliah di lapangan kerja.
4) Sebagai bahan penulisan laporan Kuliah Kerja Praktek yang nantinya akan dijadikan sebagai acuan untuk penulisan Tugas Akhir/Karya Akhir. 2. Untuk Perguruan Tinggi 1) Menjalin dan meningkatkan kerjasama Perguruan Tinggi dengan Perusahaan. 2) Mendapatkan informasi mengenai penerapan ilmu manajemen, produksi dan hal-hal lainnya yang dapat digunakan sebagai acuan perbaikan kurikulum pendidikan di perguruan tinggi agar sesuai dengan kondisi dan kebutuhan di lapangan kerja. 3) Sebagai sarana promosi untuk mengenalkan Program Diploma-III Pendididikan Teknologi Kimia Industri (PTKI) Medan kepada masyarakat khususnya Perusahaan. 3. Untuk PT. INALUM 1. Sebagai bentuk dukungan Perusahaan terhadap pendidikan nasional dan pengembangan sumber daya manusia Indonesia. 2. Sebagai tanggung jawab sosial perusahaan dalam bidang pendidikan. 3. Sebagai bahan rujukan untuk mengetahui eksistensi perusahaan dilihat dari sudut pandang masyarakat khususnya mahasiswa yang melakukan Kuliah Kerja Praktek. 4. Ruang Lingkup Kuliah Kerja Praktek di PT. INALUM meliputi ruang lingkup sebagai berikut : a) Manajemen Perusahaan Mencakup segala sesuatu tentang struktur organisasi perusahaan, tata letak pabrik, tenaga kerja, keselamatan dan kesehatan kerja, standar produksi dan juga gugus kendali mutu (ISO 9001:14001). b) Produksi Meliputi tentang berbagai proses produksi yang dilakukan di pabrik untuk melakukan pengolahan bahan baku menjadi produk jadi yaitu aluminium ingot. 5) Batasan Masalah Dalam penulisan Laporan Kuliah Kerja Praktek ini penulis membatasi masalah yang akan dibahas, agar pembahasannya lebih terarah dan jelas. Masalah yang akan dibahas yaitu, Pengaruh Holding Time terhadap Dross yang dihasilkan dan sistematika penulisan. Sistematika penulisan dari laporan Praktek Kerja Lapangan ini adalah : a) BAB I membahas tentang Pendahuluan. b) BAB II membahas tentang Gambaran Umum Perusahaan. c) BAB III membahas tentang Struktur Organisasi Perusahaan. d) BAB IV membahas tentang Casting Section di PT INALUM, Kuala Tanjung, Kabupaten Batubara, Sumatera Utara. e) BAB V membahas tentang Tugas Khusus. f) BAB VI membahas tentang Kesimpulan dan Saran.
BAB II GAMBARAN UMUM PERUSAHAAN A. Visi, Misi dan Nilai Perusahaan 1. Visi PT. INALUM Untuk lebih menjelaskan tujuan ataupun target pencapaian perusahaan, maka PT. INALUM memiliki visi, yaitu : PT. INALUM Adalah Perusahaan Kelas Dunia Dalam Bidang Aluminium Dan Industri Terkait. 2. Misi PT. INALUM a. Menciptakan manfaat bagi semua pihak berkepentingan (stakeholder) melalui produksi aluminum ingot yang berkualitas tinggi dan produk-produk terkait serta mampu bersaing di pasar global. b. Mendukung operasi pabrik peleburan aluminium yang menguntungkan dan berkelanjutan melalui pengoperasian pembangkit listrik tenaga air yang efektif dan efisien. c. Mendukung pengembangan kelompok industri aluminium nasional yang pada akhirnya mendukung pengembangan ekonomi sosial. d. Berpartisipasi dalam pengembangan ekonomi regional melalui pengelolaan operasi yang optimum secara menguntungkan. 3. Nilai PT. INALUM Dengan mengoperasikan pabrik peleburan aluminium dan pembangkit listrik tenaga air (PLTA) untuk menciptakan manfaat bagi semua pihak berkepentingan (stakeholder), PT. INALUM bekerja keras untuk melestarikan lingkungan dan yakin bahwa komitmennya kepada masyarakat dan ekonomi sekitar adalah hal yang paling mendasar untuk mencapai misinya. B. Riwayat Ringkas PT. INALUM Pada masa pemerintahan Hindia Belanda pembangunan pembangkit listrik di aliran sungai Asahan tersebut bertujuan untuk memenuhi kebutuhan listrik Propinsi Sumatera Utara, tapi karena kebutuhan tersebut masih sangat kecil jika dibandingkan dengan listrik yang bisa dihasilkan, maka pengerjaannya mengalami kegagalan. Setelah upaya memanfaatkan potensi Sungai Asahan yang mengalir dari Danau Toba di Propinsi Sumatera Utara ke Selat Malaka itu mengalami kegagalan, pemerintah Republik Indonesia bertekad mewujudkan pembangunan Pembangkit Listrik Tenaga Air (PLTA) di sungai tersebut. Tekad tersebut semakin kuat ketika tahun 1972 pemerintah menerima laporan dari Nippon Koei, sebuah perusahaan konsultan Jepang, tentang studi kelayakan Proyek PLTA dan Pabrik Peleburan Aluminium. Laporan tersebut menyatakan bahwa PLTA layak dibangun dengan sebuah pabrik peleburan aluminium sebagai pemakai utama dari listrik yang dihasilkannya. Dalam rangka mewujudkan tekad tersebut, pada Tahun 1972 Pemerintah Indonesia mengadakan pelelangan terhadap pembangunan proyek PLTA dan Pabrik Peleburan Aluminium yang dijadikan satu paket untuk Penanaman Modal Asing, tapi tidak ada satu pun yang menyanggupi sampai waktu pelelangan ditutup pada tahun 1973. Hal tersebut terjadi karena proyek ini membutuhkan investasi yang sangat besar.
Pada tanggal 7 Juli 1975 di Tokyo, setelah melalui perundingan yang panjang, pemerintah Republik Indonesia dan 12 Perusahaan Penanam Modal Jepang menandatangani Perjanjian Induk untuk PLTA dan Pabrik Peleburan Aluminium Asahan yang kemudian dikenal dengan sebutan Proyek Asahan. Kedua belas Perusahaan Penanam Modal Jepang tersebut adalah Sumitomo Chemical company Ltd., Sumitomo Shoji Kaisha Ltd., Nippon Iwai Co., Ltd., Nichimen Co., Ltd., Showa Denko K.K., Marubeni Copporation, Mitsui Aluminium Co., Ltd., Mitsui & co., Ltd. Selanjutnya, untuk penyertaan modal pada perusahaan yang akan didirikan di Jakarta kedua belas Perusahaan Penanam Modal tersebut bersama Pemerintah Jepang membentuk sebuah perusahaan dengan nama Nippon Asahan Aluminium Co., Ltd (NAA) yang berkedudukan di Tokyo pada tanggal 25 Nopember 1975. Pada tanggal 6 Januari 1976, PT Indonesia Asahan Aluminium (PT. INALUM), sebuah perusahaan patungan antara Pemerintah Indonesia dan Nippon Asahan Aluminium Co., Ltd, didirikan di Jakarta. PT. INALUM adalah perusahaan yang membangun dan mengoperasikan Proyek Asahan, sesuai dengan Perjanjian Induk. Untuk melaksanakan ketentuan dalam Perjanjian Induk, Pemerintah Indonesia kemudian mengeluarkan SK Presiden No. 5/1976 yang melandasi terbentuknya Otorita Pengembangan Proyek Asahan sebagai wakil Pemerintah yang bertanggung jawab atas lancarnya pembangunan dan pengembangan Proyek Asahan. PT. INALUM dapat dicatat sebagai pelopor dan perusahaan pertama di Indonesia yang bergerak dalam bidang industri peleburan aluminium dengan investasi 411 milyar yen. C. Ruang Lingkup Usaha 1. Pembangkit Listrik Tenaga Air (PLTA) PT. INALUM membangun dan mengoperasikan PLTA yang terdiri dari stasiun pembangkit listrik Siguragura dan Tangga yang terkenal dengan nama Asahan 2 yang terletak di Paritohan, Kabupaten Toba Samosir, Propinsi Sumatera Utara. Stasiun pembangkit ini dioperasikan dengan memanfaatkan air Sungai Asahan yang mengalirkan air danau Toba ke Selat Malaka. Tenaga listrik yang dihasilkan sangat bergantung pada kondisi permukaan air danau Toba. Pembangunan PLTA dimulai pada tanggal 9 Juni 1978. Pembangunan stasiun pembangkit listrik bawah tanah Siguragura dimulai pada tanggal 7 April 1980 dan diresmikan oleh Presiden RI, Soeharto. Dalam acara Peletakan Batu Pertama yang diselenggarakan dengan tata cara adat Jepang dan tradisi lokal. Pembangunan seluruh PLTA memakan waktu 5 tahun dan diresmikan oleh Wakil Presiden Umar Wirahadikusuma pada tanggal 7 Juni 1983. Total kapasitas tetap 426 MW dan output puncak 513 MW. Listrik yang dihasilkan digunakan untuk pabrik peleburan di Kuala Tanjung. PLTA PT. INALUM terdiri dari : 1. Bendungan Pengatur Bendungan ini terletak di desa Siruar, 14,6 km dari mulut Danau Toba. Bendungan ini berfungsi mengatur tinggi permukaan air danau Toba dan mengatur aliran air yang keluar dari Danau Toba. Bendungan ini dibangun dengan tipe beton massa, tinggi 39 m, panjang 71 m. 2. Bendungan Penadah Air Siguragura Bendungan Penadah Air Siguragura (Siguragura Intake Dam) terletak di Simorea, 9 km dari
Bendungan Pengatur. Bendungan ini berfungsi untuk mengontrol debit air yang masuk ke Stasiun Pembangkit Siguragura (Siguragura Power Station). Tipe bendungan ini adalah beton massa dengan ketinggian 46 meter, panjang 173 meter. 3. PLTA Siguragura Stasiun Pembangkit Siguragura berada 200 m di dalam perut bumi dengan 4 unit generator di dalamnya, masing-masing generator tersebut berkapasitas 71,5 MW. Stasiun Pembangkit ini merupakan stasiun pembangkit bawah tanah pertama di Indonesia. Kapasitas tetap dari PLTA Siguragura adalah 203 MW. 4. Bendungan Penadah Air Tangga Bendungan Penadah Air Tangga (Tangga Intake dam) yang terletak di Tangga, 4 km di bagian hilir Stasiun Pembangkit Listrik Siguragura. Tipe bendungan ini adalah beton massa berbentuk busur dengan ketinggian 82 meter, panjang 125 m. Bendungan ini berfungsi untuk mengatur pasokan air ke dalam Stasiun Pembangkit Listrik Tangga (Tangga Power Station). Bendungan ini merupakan bendungan busur pertama di Indonesia. 5. PLTA Tangga Air dari Bendungan pengatur dialirkan melalui sebuah terowongan bawah tanah dengan panjang 3.150 meter. Stasiun pembangkit listrik ini memiliki 4 generator yang masingmasingnya berkapasitas 79,2 MW dan berada diatas permukaan tanah. Total kapasitas tetap dari PLTA tangga adalah 223 MW 6. Jaringan Transmisi Tenaga listrik yang dihasilkan stasiun pembangkit listrik Siguragura dan Tangga disalurkan melalui jaringan transmisi sepanjang 120 km dengan jumlah menara 271 buah dan tegangan 275 kv ke Kuala Tanjung. Melalui gardu induk Kuala Tanjung, tegangannya didistribusikan ke tiga gedung tungku reduksi dan gedung penunjang lainnya 2 unit penyearah silikon dengan DC 37 KA dan 800 V. 2. Pabrik Peleburan Aluminium PT. INALUM membangun pabrik peleburan aluminium dan fasilitas pendukungnya di atas area 200 ha di Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Batubara (dulu Asahan), kira-kira 110 km dari kota Medan, Ibukota Propinsi Sumatera Utara. Pabrik peleburan dengan kapasitas terpasang 225.000 ton aluminium per tahun ini dibangun menghadap Selat Malaka. Pembangunan pabrik peleburan ini dimulai pada tanggal 6 Juli 1979 dan tahap I operasi dimulai pada tanggal 20 Januari 1982. Pembangunan ini diresmikan oleh Presiden RI (Soeharto) yang didampingi oleh 12 Menteri Kabinet Pembangunan II. Operasi pot pertama dilakukan pada tanggal 15 Pebruari 1982 dan Maret 1982, Aluminum ingot pertama berhasil dicetak. Pada tanggal 14 Oktober 1982, kapal Ocean Prima memuat 4.800 ton Aluminum Ingot meninggalkan Kuala Tanjung menuju Japan untuk mengekspor produk PT PT INALUM dan membuat Indonesia sebagai salah satu negara pengekspor aluminium di dunia. Produk PT INALUM menjadi komoditi ekspor ke Jepang dan juga dalam negeri dan digunakan sebagai bahan baku industri hilir seperti ekstrusi, kabel dan lembaran aluminium. Kualitas produk PT INALUM adalah 99,70% dan 99,90% Proses peleburan aluminum di Kuala Tanjung dilakukan dengan sistem elektrolisa dengan cara mereduksi alumina menjadi aluminium dengan mengunakan alumina, karbon, dan listrik
sebagai material utama. Pabrik ini memiliki 3 pabrik utama, pabrik Karbon, pabrik Reduksi dan pabrik Penuangan serta fasilitas pendukung lainnya. 3. Perbandingan Saham Dan Tenaga Kerja Perbandingan saham antara Pemerintah Indonesia dan Nippon Asahan Aluminium Co., Ltd. Tahun Pemerintah RI Nippon Asahan Aluminium Co., Ltd. Januari 1976 (10%-90%), Oktober 1878 (25%-75%) Juni 1987 (41,13 % -58,87%) Pebruari 1998-sekarang (41,1258,88%). 4. Fasilitas Lainnya 1. Gas Cleaning (Pembersih Gas) Dalam rangka menciptakan pabrik yang ramah lingkungan, maka PT. INALUM melakukan pembersihan terhadap gas yang berasal dari tungku reduksi termasuk Fluorida dan debu dihisap ke dalam sistem pembersih gas kering melalui pipa gas dengan ventilator penghisap 2. Pembersih Limbah Pemukiman Air limbah yang berasal dari pemukiman karyawan disalurkan ke dalam instalasi air yang akan diproses dan dibersihkan kotoran-kotoran kemudian dialirkan kembali ke hilir sungai. Semua itu dilakukan untuk mencegah terjadinya pencemaran air di daerah pemukiman karyawan. 3. Prasarana penunjang Prasarana merupakan hal penting yang dibangun dan dilakukan perawatan terhadapnya untuk penunjang kelancaran proses pekerjaan di PT. INALUM. 1) Jalan Perusahaan melakukan perbaikan terhadap jalan dekat kawasan PT. INALUM terutama jalan penghubung antara pemukiman karyawan di Tanjung Gading dengan Pabrik di Kuala Tanjung yang berjarak 16 Km. Selain itu juga melakukan perbaikan terhadap jembatan-jembatan yang sudah tua dan rapuh di dekat proyek agar dapat digunakan oleh masyarakat sekitar. 2) Pelabuhan PT. INALUM membangun pelabuhan yang menjorok ke selat malaka sepanjang 2,5 km dengan tiga dermaga. Dermaga A dan B dapat disandari kapal 25.000 DWT dan 16.000 DWT yang digunakan untuk membongkar bahan baku dan keperluan operasi peleburan aluminium dan PLTA dan juga sebagai tempat pengapalan hasil produksi PT. INALUM. Sedangkan dermaga C sudah diserahkan kepada pemerintah pada tanggal 24 April 1984 untuk keperluan umum yang dapat disandari oleh kapal dengan bobot 3.000 DWT. 3) Perumahan (perkotaan) PT. INALUM membangun perumahan yang disediakan untuk karyawan yang dibangun diatas tanah seluas 200 ha di Tanjung Gading. Terdiri dari 1340 unit rumah untuk karyawan yang sudah berkeluarga dan 7 asrama untuk karyawan yang masih lajang. Perusahaan juga membangun fasilitas akomodasi bagi karyawan di Paritohan di atas tanah seluas 80 ha. 4) Pendidikan Dalam rangka mendorong semangat belajar para pelajar setempat, PT. INALUM pada tahun 1997 menyediakan beasiswa tidak mengikat kepada mereka yang belajar di Universitas Sumatera Utara, STM dan SMA sekitar proyek pada masa konstruksi. Sedangkan bagi siswa SD dan SMP yang berprestasi disediakan TABANAS oleh Perusahaan. 5) Fasilitas Umum Di kedua proyek ini dibangun gedung Sekolah, Mesjid, Gereja, dan Rumah Sakit yang dapat dimanfaatkan oleh masyarakat. PT. INALUM juga menyerahkan Gedung dan fasilitas telekomunikasi berkapasitas 1000 satuan sambungan kepada PERUMTEL pada akhir tahun
1980. 6) Fasilitas lainnya Selain TK, SD dan SMP yang dibuka sejak 1981 dan dikelola oleh Depdiknas, terdapat juga berbagai fasilitas lain. Diantaranya : lapangan sepakbola, lapangan volly ball, lapangan tenis, lapangan golf, kolam renang, gedung pertemuan dan olah raga, supermarket, pertokoan, internet, telekomunkasi, kantor pos dan juga danau buatan. D. Manfaat PT. INALUM Perusahaan menyadari bahwa kelancaran Pembangunan dan keberhasilan operasionalnya, tidak terlepas dari dukungan dan kerjasama yang baik dengan pemangku amanahnya (stakeholder). Oleh karena itu, Perusahaan melakukan berbagai kegiatan seperti dalam bidang Keagamaan, Pendidikan, Pemberdayaan Masyarakat, Olahraga dan Kebudayaan, Kepemudaan dan lain sebagainya. Kegiatan tersebut bertujuan untuk menciptakan hubungan baik dengan masyarakat di sekitarnya. E. Kinerja Perusahaan 1. Produksi Desain produksi aluminum ingot PT. INALUM adalah 225.000 ton aluminium per tahun. Namun dengan adanya technology Improvement yang dilakukan oleh karyawan PT. INALUM, kini produksi PT. INALUM jauh di atas desain produksinya. Tingkat efisiensi penggunaan arus juga meningkat lebih dari 92%. Kapasitas produksi aluminium batangan PT. INALUM sangat bergantung pada jumlah listrik yang dihasilkan oleh PLTA PT. INALUM. Sedangkan PLTA PT. INALUM sangat bergantung pada kondisi permukaan air Danau Toba sebagai sumber air utama Sungai Asahan. Berikut ini adalah table produksi aluminium ingot PT. INALUM sejak tahun 2003. 2. Sertifikasi dan Penghargaan Sertifikat Internasional dan penghargaan yang telah diterima PT. INALUM adalah : a. Quality Management System (QMS) PT PT INALUM telah mendapatkan sertifikasi Sistem Manajemen Mutu ISO 9001 dari SGS, Internasional dan memperoleh 2 (dua) sertifikat, masing-masing : 1) No. AU98/1054 sejak Pebruari 1988 untuk PLTA. 2) No. : ID03/0239, sejak April 1988 untuk Pabrik Peleburan. b. Environment Management System (EMS) Dalam rangka turut melestarikan lingkungan, PT. INALUM telah mendapatkan sertifikat ISO 14001 tentang Sistem Managemen Lingkungan No. : GB02/55087 sejak April 2002 dari SGS Internasional. c. Sistem Manajemen Keselamatan Kerja dan Kesehatan Kerja (SMK3) PT. INALUM telah menerapkan Sistem Manajemen K3 dan Mendapatkan predikat Bendera Emas (Gold Flag) sebanyak 2(dua) kali yaitu pada tahun 2005 & 2008 (Sertifikat No. : 00351/SE/2004 & No. : 00351/SE/2007 untuk PLTA dan Sertifikat No. : 00352/SE/2004 & No.: 00352/SE/2007 untuk Pabrik Peleburan) dari Kementrian Tenaga Kerja dan Transmigrasi. Proper PT. INALUM juga telah mendapatkan 3 (tiga) kali peringkat BIRU dalam Program Penilaian Peringkat Kinerja Perusahaan (PROPER) yaitu pada tahun 2004, 2005 dan 2008 dari Kementrian Lingkungan Hidup Indonesia. International Ship & Port Facility Security (ISPS)
Code Untuk mendeteksi ancaman keamanan dan tindakan pencegahan di Pelabuhan, PT PT INALUM telah mendapatkan sertifikasi ISPS Code No. : 02/1060-DV tanggal 3 Juni 2005 dari Pemerintah Republik Indonesia. d. Syahwali Awards Perusahaan juga menerima Syahwali Awards tentang Environmentally Friendly Businessman pada tanggal 13 Nopember 1992 dari Indonesian Environmental Management and Information Center (IEMIC). F. Alih Teknologi Pembangunan PT. INALUM merupakan suatu kesempatan baik untuk alih teknologi dan harus dimanfaatkan sebaik-baiknya oleh putra-putri Indonesia sebagai suatu medan latihan. Untuk memenuhi harapan ini dilakukanlah alih teknologi dari para kontraktor asing. Pembangunan PT. INALUM membutuhkan teknologi yang rumit. Dengan berpartisipasi dalam pembangunan proyek ini banyak staf dan karyawan Indonesia memperoleh kesempatan untuk melangkahkan kakinya ke gerbang teknik konstruksi modern yang diperolehnya dari para kontraktor Jepang. Banyak pula staf Indonesia yang bekerja pada perusahaan kontraktor Jepang dan sub kontraktornya dikirim ke Jepang untuk mengikuti pelatihan. G. Proses Produksi Pabrik peleburan Aluminum disebut juga Proyek Listrik Dalam Kaleng, sebab listrik yang dihasilkan oleh Pembangkit listriknya sebagian besar digunakan untuk kepentingan pabrik peleburan. Listrik yang dihasilkan melalui PLTA PT. INALUM, yang terletak di Sungai Asahan, disalurkan ke Pabrik Peleburan Aluminium di Kuala Tanjung melalui 275 Kv jaringan transmisi. Bahan baku untuk Aluminium dibongkar di pelabuhan PT. INALUM dan dimasukkan ke dalam silo masing-masing melalui belt conveyor. Alumina di dalam silo kemudian dialirkan ke Dry Scrubber System untuk direaksikan dengan gas HF dari tungku reduksi. Reacted alumina tersebut kemudian dibawa ke Hopper Pot dengan Anode Changing Crane (ACC) dan dimasukkkan ke dalam tungku reduksi. Kokas yang ada di dalam silo dicampur dengan butt atau puntung anoda dan dipanaskan dulu. Material-material tersebut dicampur dengan pitch sebagai perekatnya. Kemudian material tersebut dicetak di shaking Machine menjadi blok karbon mentah. Blok tersebut kemudian dipanggang di baking furnace. Anoda yang sudah dipanggang kemudian dibawa ke pabrik penangkaian untuk diberikan tangkai, namanya Anode Assembly. Anode assembly ini kemudian dibawa ke Pabrik Reduksi dengan kendaraan khusus, Anode Transport Car (ATC) untuk digunakan sebagai elektroda dalam proses elektrolisa. Setelah anoda tersebut dipakai selama kurang lebih 30 hari di dalam pot, puntung anoda tersebut diganti dengan yang baru. Puntung tersebut kemudian dipecah di pabrik penangkaian untuk kemudian dipakai lagi. Di dalam tungku reduksi, alumina akan dielektrolisa menjadi aluminium cair. Setiap 32 jam, setiap pot akan dihisap 1,8 sampai 2 ton aluminium. Aluminium cair ini kemudian dibawa ke pabrik Penuangan dengan Metal Transport Car (MTC) dan dituangkan ke dalam Holding Furnace. Setelah mendapat proses lanjutan, aluminium cair ini dicetak di Casting Machine menjadi Ingot, beratnya 22,7 kg per batang. Aluminium batangan (ingot) ini kemudian diikat dan siap untuk dipasarkan. PT. INALUM memiliki tiga pabrik utama, yaitu: 1. Pabrik Anoda Karbon
Blok anoda karbon yang disebut Baked Block (BB) diproduksi di pabrik karbon dengan menggunakan bahan baku berupa kokas (Petroleum Coke) yang didatangkan dari Jepang dan Amerika, dan Pitch keras (hard pitch) yang telah dicairkan dan berfungsi sebagai binder/perekat yang diimpor dari Jepang. Disamping itu, sisa anoda dari tungku reduksi (Butt) dan bongkahan bekas dari pabrik pemanggangan masih digunakan sebagai bahan untuk pembuatan anoda blok. Proses pembuatan anoda blok ini terdiri atas : a. Pembuatan Blok Anoda Mentah di pabrik Anoda Mentah (Green Plant) Kokas yang berasal dari penyimpanan kokas (Coke Silo) dibawa ka pabrik anoda mentah menggunakan ban berjalan yang disebut belt conveyor dan bucket elevator. Selanjutnya dilakukan penyaringan secara gravitasi dengan menjatuhkan kokas dari tingkat 8 sehingga tersaring sesuai dengan ukurannya. Setelah penyaringan, maka diperoleh kokas dengan ukuran sebagai berikut: 1) Kasar-1 (Coarse-1) : 5-18 mm 2) Kasar-2 (Coarse-2) : 1-5 mm 3) Menengah (medium) : 0,2-1 mm 4) Halus (fine) : < 0,2 mm Hal-hal yang perlu dikontrol untuk anoda mentah yang baik adalah : 1) Kontrol kokas : pengaturan terhadap komposisi ukuran kokas, karena akan mempengaruhi pemakaian hard pitch. 2) Temperatur pencampuran : temperatur sangat mempengaruhi pasta yang dihasilkan. 3) Proses pencetakan blok anoda di shaking machine. 4) Pemanggangan Blok anoda mentah di Pabrik Pemanggangan Anoda (Baking Plant) Blok anoda mentah dari pabrik anoda mentah diangku ke pabrik pemanggangan menggunakan Chain conveyor. Di PT. INALUM terdapat 106 tungku pemanggangan anoda yang berukran 5x6x5 meter. Kapasitas 1 tungku adalah 75 anoda. Proses pemanggangan ini terdiri atas 5 tahap : a) Anode Baking Crane (ABC). b) Pemanasan awal (Preheating) c) Pembakaran awal (Burning). d) Pendinginan (Cooling System) e) Pengeluaran blok anoda (Discharging) dari furnace. Setiap furnace terlebih dahulu dilapisi dengan kokas penyekat, baru kemudian diisi dengan blok anoda sebanyak 3 tingkat. Setiap tingkat terdiri atas 5 blok anoda. Sebelum furnace ditutup bagian atas blok anoda dilapisi dengan bola-bola keramik (Ceramic Ball) untuk mencegah terjadinya oksidasi. Kemudian diadakan pemanasan secara bertahap. Kecepatan pengaliran udara diatur sedemikian rupa, sehingga suhu naik secara bertahap mulai dari 200oC hingga 1250oC. Karena pembakaran yang terjadi merupakan proses kalsinasi hard pitch (hard pitch terdiri dari 65% karbon), sehingga bila pembakaran tidak baik, maka kualitas anoda yang dihasilkan menjadi tidak baik juga. Blok anoda yang telah dipanggang didinginkan secara bertahap kemudian dikeluarkan menggunakan ABC. b. Penangkaian Anoda Karbon di pabrik penangkaian (Rodding Plant) Anoda yang telah dipanggang di backing plant diangkut ke Blok pabrik penangkaian untuk diberi tangkai. Anoda-anoda yang telah diberi tangkai ini siap untuk digunakan di pabrik peleburan aluminium. Tangkai yang digunakan terbuat dari aluminium yang pada awalnya didatangkan dari Jepang. Tangkai ini dapat digunakan berulang kali, dengan kata lain bahwa tangkai yang digunakan adalah tangkai yang sudah dipakai sebelumnya di tungku reduksi. Pada saat pencetakan anoda mentah, pada sisi atas anoda tersebut telah dibuat lobang sebagai tempat pemasangan tangkai. Agar blok anoda dan tangkai dapat bersatu dengan kuat, maka
digunakan besi tuang (Cast Iron). Setelah diberi tangkai, anoda tersebut disemprot dengan aluminium cair untuk mengurangi terjadinya oksidasi antar karbon dan udara. Sebagian anoda yang telah diberi tangkai tidak disempot yang akan digunakan untuk starter tungku reduksi yang baru selesai dikonstruksi ulang atau diperbaiki. 2. Pabrik Reduksi Aluminium merupakan unsur yang sangat reaktif sehingga mudah teroksidasi. Karena sifatnya itu, di alam tidak ditemukan aluminiun dalam bentuk unsur, melainkan senyawa oksida. Umumnya dalam bentuk oksida alimunat atau silikat. Proses produksi aluminium yang digunakan saat ini ditemukan secara bersamaan oleh Charles Hall di USA dan Paul Herloult di Prancis pada tahun 1886. Prosesnya adalah elektrolisa larutan alumina (Al2O3) di dalam lelehan Kriolit (Na3AlF6) pada temperatur 980oC, sehingga menghasilkan aluminium cair. Pot atau tungku reduksi berbentuk kotak baja persegi yang dindingnya berlapiskan batu isolasi atau batu tahan api (Brick) dan pasta yang disebut Castable. Di dasar pot terdapat katoda karbon yang dihubungkan dengan kolektor bar, yang berfungsi sebagai penghantar listrik. Di bawah katoda dilapisi brick. Di PT. INALUM terdapat 510 unit pot reduksi yang terbagi menjadi 3 gedung, sehingga di masing-masing gedung terdapat 170 pot. Arus listrik yang digunakan sebesar 190 KA-195 KA, dengan tegangan rata-rata di setiap pot 4,3 Volt. a. Operasi Pot Reduksi Bahan baku yang digunakan dalam proses peleburan aluminium ini adalah alumina yang diperoleh dari Bauksit (Al2O3.xH2O) melalui proses Bayer. Bahan baku diimpor dari Australia dan India. Pada proses peleburan aluminium dalam pot reduksi dahulu dilakukan beberapa proses, yaitu : 1) Baking atau Preheating Baking atau preheating pamanasan blok katoda secara bertahap, tujuannya untuk menghindari dasar diletakkan di anoda dan katoda. Kokas dasar ini berfungsi sebagai penghantar listrik dari anoda ke katoda. Pada saat baking arus listrik dialithermal shock yang mungkin terjadi bila pot yang masih dingin tiba-tiba dioperasikan pada temperatur tinggi. Sebelum dilakukan breaking, kokas rkan secara bertahap ke dalam pot. Kokas dimasukkan secara perlahan, sehimgga akan panas dan membara, memanasi permukaan blok anoda, blok katoda dan dinding samping pot. Operasi ini berlangsung selama 72 jam. Pada akhir baking temperatur blok katoda sekitar 750oC dan siap untuk di start up. 2) Start Up Merupakan proses menghidupkan pot yang baru diperbaiki maupun baru dikonstruksi ulang, sehingga elektrolisa bisa berlangsung. Proses ini diawali dengan mengeluarkan kokas dasar dan memutuskan arus listrik yang mengalir ke pot. Kemudian dimasukkan bath cair (Kriolit) sebanyak 6 ton ke dalam pot. Setelah itu arus listrik dialirkan kembali ke dalam pot sehingga proses elektrolisa berlangsung. Agar terjadi kesetimbangan panas (heat balance) di dalam pot, 20 jam atau 72 jam setelah start up metal cair dimasukkan ke dalam pot sebanyak 12 ton, dan selanjutnya mengalami proses transisi. 3) Transisi Masa transisi merupakan masa peralihan dari start up menuju normal. Selama tahap ini, komposisi bath, tinggi metal dan tinggi bath harus dijaga sesuai dengan standarnya. Dalam proses ini terjadi pembentukan kerak samping yang berguna sebagai pelindung dinding samping dari serangan bath yang korosif. Meskipun masa transisi ini hanya berlangsung 60 hari, tetapi sangat menentukan umur dan kestabilan pot.
b. Operasi normal Operasi normal adalah keadaan dimana pot sudah berada dalam keadaan stabil dan dapat dioperasikan untuk proses elektrolisa. Selama pot dalam keadaan normal, pekerjaan utama yang biasa dilakukan antara lain : 1) Penggantian anoda (anode changing) dan penaikan busbar anoda Setiap unit pot terdapat 18 buah anoda yang masa pakainya rata-rata 27 hari. Supaya tegangan tetap stabil dan proses elektrolisa berjalan dengan baik, penggantian anoda dilakukan secara berkala dan teratur. Setiap hari biasanya dilakukan penggantian satu anoda untuk tiap pot. Penggantian anoda ini dilakukan menggunakan alat yaitu Anode Canging crane (ACC). Busbar anoda adalah aluminium penghantar listrik, untuk menjepit tangkai anoda. Busbar ini dapat naik turun menggerakkan seluruh anoda, karena anoda terkonsumsi oleh proses elektrolisa maka busbar akan turun. Secara berkala busbar akan dinaikkan ke posisi semula. Pekerjaan penggantian anoda dan penaikkan busbar dilakukan dengan bantuan anode canging crane (ACC). 2) Pengambilan aluminium cair (metal tapping) Pengambilan aluminium cair hasil proses reduksi, setiap hari di tapping (diambil) atau dihisap dengan cara vakum menggunkan vacum ladle yang digantungkan pada anode changing crane (ACC). Pengambilan aluminium cair dilakukan setiap 32 jam sekali. Banyaknya metal cair yang diambil dari setiap pot berkisar antara 1,5 ton. Aluminium cair yang diambil dari pot dibawa langsung ke casting shop menggunakan Metal Transpor Car (MTC). 3) Pemasukan material Material yang dimaksud disini adalah AlF3 merupakan adiktif (reacted alumina) untuk mengimbangi penguapan gas fluorida dan menjaga kondisi bath agar tetap stabil. Bath cair perlu dimasukkan atau dikeluarkan dari dalam pot bila tidak sesuai dengan standar tinggi bath, antara 20-24 cm. Pemasukan dan pengeluarannya dilakukan secara manual menggunakan kereta bath setiap harinya. 4) Pemecahan kerak dan pemasukan alumina Pemecahan kerak tengah dilakukan oleh blade, sedangkan pemasukan alumina ke dalam bath sebanyak 20 kg dilakukan melalui hopper alumina di bagian tengah pot. Pekerjaan ini dikontrol secara kontinu oleh komputer dan silakukan setiap 18 menit sekali. 5) Pengontrolan Voltase dan penanggulangan Niose Agar temperatur tetap terjaga, maka volume pot sebanding dengan energi input perlu dikontrol terus menerus dan gangguan (noise) voltage dihilangkan secepatnya. Pekerjaan ini dilakukan dengan bantuan komputer. 6) Penghentian anode effect Anode effect merupakan peristiwa naiknya pot voltage secara tiba-tiba, karena konsentrasi alumina dalam bath terlalu rendah ( 1%). Voltage naik dari 4,3 volt menjadi 30-50 volt, yang dapat mengakibatkan kebocoran pot. Anode effect dapat dihentikan dengan cara memasukkan alumina ke dalam bath sambil menarik turunkan anoda, sehinggan gas-gas dibawah anoda dapat keluar. Pekerjaan ini dibantu dengan komputer. 7) Pengukuran parameter-parameter. Pada operasi normal, paremeter-perameter yang perlu diukur adalah :
a) Pengukuran tinggi bath dan tinggi metal b) Pengukuran keasaman c) Pengukuran kemurnian metal d) Pengukuran distribusi tegangan pot, tinggi lumpur dan jumlah metal. e) Pengukuran temperatur bath. c. Cut Out Pot (mematikan Pot) Mematikan pot dilakukan bila terjadi kondisi sudah memburuk dan tidak memungkinkan untuk operasi lagi. Tanda-tanda pot mulai memburuk diantaranya : 1) Kadar Fe dan Si di dalam metal cair meningkat dan tidak bisa diturunkan lagi. Hal ini biasanya terjadi apabila blok katoda retak atau berlubang, sehingga baja kolektor yang terletak dibawah blok katoda dapat tererosi dan larut dalam metal cair, hal ini akan mengakibatkan kandungan Fe naik. Sedangkan kenaikan kadar Si terjadi apabila dinding pot samping tererosi, sehingga silika yang terkandung dalam isolasi akan larut dan menaikkan kadar Si dalam metal cair. 2) Operasi pot yang sulit. Bila gangguan (noise) voltage sulit dikendalikan, suhu dan tegangan sering naik dan sulit diturunkan. Hal ini mengakibatkan Anode Effect yang timbul sulit dihentikan. Keadaan seperti ini membuat banyak operasi manual dilakukan, sehinggga memberatkan operator. Pot biasanya dimatikan untuk dilakukan perbaikan, sehingga akan dapat digunakan kembali jika kerusakannya telah diperbaiki. 3) Pabrik Pencetakan Aluminium cair yang dihasilkan di pabrik peleburan (reduction Plant) yang telah dihisap oleh vacum laddle dibawa dengan metal transport car ke pabrik penuangan. Di pabrik pencetakan (casting shop) temperatur aluminium cair tetap dijaga dan ditaburi flux untuk memurnikannya. Dross yang terbentuk dipermukaan aluminium cair diambil, lalu didinginkan di tempat pendinginan dross. Terdapat 10 unit dapur di pabrik pencetakan, yang terdiri dari 1 unit dapur pelebur (Melting Furnace) dan 9 unit dapur penampung (holding furnace) dengan masing-masing kapasitas 30 ton aluminium cair. Sebelum diisikan ke dalam dapur, metal transport car beserta laddle dan isinya ditimbang pada 40 ton scale. Aluminium yang sudah murni diatur temperaturnya, kemudian dituangkan ke casting machine melalui suatu pengalir, dimana aluminium ini akan membeku membentuk aluminium batangan (ingot). Ingot yang keluar dari casting machine masuk ke konveyor pendingin, lalu dipindahkan ke conveyor penumpuk dengan mengggunakan servo arm. Setelah tumpukan ingot ditimbang, selanjutnya dipindahkan ke lapangan pendingin dengan menggunakan Forklift, sedangkan ingot yang sudah dingin dilakukan proses bundling, kemudian disimpan ke lapangan penyimpangan ingot. Di PT. INALUM terdapat 7 unit casting machine untuk pencetakan ingot 50 pon (22,7 Kg) dengan kapasitas 12 ton/jam untuk masing-masing unit casting. BAB III STRUKTUR ORGANISASI PERUSAHAAN Setiap orang tentu mempunyai tujuan dan berusaha untuk mencapainya. Tujuan itu akan berbeda bagi setiap orang antara lain karena pengaruh pengetahuan dan pengalamannya berbeda. Namun, demikian setiap orang akan sama dalam satu hal yaitu ingin mempertahankan dan memenuhi kebutuhan hidupnya, antara lain kebutuhan akan sandang pangan, kebutuhan akan rasa aman, kebutuhan untuk bergaul, kebutuhan untuk dihargai dan kebutuhan diakui keberhasilannya. Oleh karena manusia secara kodrat terbatas kemampuannya maka dia tidak dapat memenuhi kebutuhannya secara sendiri. Dia harus bekerja sama dengan orang lain untuk mencapai tujuannya, atau berorganisasi.
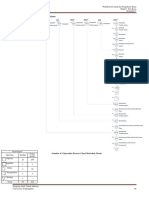
A. Struktur Organisasi Struktur organisasi berbentuk Garis dan Staf berdasarkan fungsi: 1. Rapat Umum Pemegang Saham (RUPS) a. RUPS adalah organ Perseroan yang memegang kekuasaan tertinggi. RUPS terdiri dari : 1) Rapat tahunan yang diadakan selambat-lambatnya pada akhir bulan September setiap tahun kalender. 2) Rapat Umum Luar biasa diadakan setiap saat jika dianggap perlu oleh Direksi dan/atau Pemegang Saham. b. Hak dan wewenang RUPS adalah mengangkat dan memberhentikan Komisaris dan Direksi. 2. Komisaris a. Keanggotaaannya 1) Komisaris terdiri dari sekurang-kurangnya 2 (dua) orang anggota, salah seorang diantaranya bertindak sebagai Presiden Komisaris. 2) Para anggota Komisaris dan Presiden Komisaris diangkat oleh RUPS dari calon-calon yang diusulkan oleh para Pemegang Saham pihak asing dan Pemegang Saham Pihak Indonesia sebanding dengan jumlah saham yang dimiliki oleh masing-masing pihak dengan keentuan sekurang-kurangnya 1 (satu) orang anggota komisaris harus dari calon yang diusulkan oleh Pemegang Saham pihak Indonesia. 3) Anggota Komisaris dipilih untuk jangka waktu yang berakhir pada penutupan Rapat Umum Pemegang Saham tahunan yang kedua setelah mereka terpilih dengan tidak mengurangi hak Rapat Umum Pemegang saham untuk memberhentikan para anggota Komisaris sewaktu-waktu dan mereka dapat dipilih kembali oleh Rapat Umum Pemegang Saham. b. Tugas dan wewenang 1) Komisaris bertugas mengawasi kebijakan direksi dalam menjalankan perseroan serta memberikan nasihat kepada Direksi. 2) Komisaris dapat meminta penjelasan tentang segala hal yang dipertanyakan. 3) Komisaris setiap waktu berhak memberhentikan untuk sementara waktu seorang atau lebih anggota Direksi berdasarkan keputusan yang disetujui oleh lebih dari jumlah anggota komisaris jikalau mereka bertindak bertentangan dengan Anggaran Dasar dan/atau UndangUndang dan peraturan yang berlaku. 3. Direksi a. Keanggotaan 1) Direksi terdiri dari sekurang-klurangnya enam orang anggota, diantaranya seorang sebagai Presiden Direktur. 2) Para anggota Direksi diangkat dan diberhentikan oleh Rapat Umum Pemegang saham. 3) Para anggota Direksi diangkat dari calon-calon yang diusulkan oleh para pemegang saham pihak Indonesia sebanding dengan jumlah saham yang dimiliki oleh masing-masing pihak dengan ketentuan sekurang-kurangnya satu orang anggota Direksi harus dari calon yang diusulkan oleh Pemegang Saham pihak Indonesia. 4) Tidak kurang dari dua orang anggota Direksi termasuk seorang anggota yang dicalonkan oleh pemegang Saham Pihak Indonesia harus berkebangsaan Indonesia.
b. Masa Jabatan 1) Para anggota Direksi dipilih untuk jangka waktu yang berakhir pada penutupan Rapat Umum Pemegang Saham tahunan yang kedua setelah mereka terpilih dengan tidak mengurangi hak Rapat Umum Pemegang saham untuk memberhentikan para anggota Direksi sewaktu-waktu dan mereka dapat dipilih kembali oleh Rapat Umum Pemegang Saham. 2) Dalam hal terdapat penambahan anggota Direksi, maka masa jabatan anggota Direksi tersebut akan berakhir bersamaan dengan berakhirnya masa jabatan anggota Direksi lainnya yang telah ada, kecuali Rapat Umum Pemegang Saham menetapkan lain. c. Tugas dan wewenang 1) Direksi bertanggung jawab penuh dalam melaksanakan tugasnya untuk kepentingan perseroan dalam mencapai maksud dan tujuannya. 2) Pembagian tugas dan wewenang setiap anggota Direksi ditetapkan oleh Rapat Umum Pemegang Saham dapat dilimpahkan kepada Komisaris. 3) Direksi untuk perbuatan tertentu atas tanggung jawabnya sendiri, berhak pula mengangkat seorang atau lebih sebagai wakil atau kuasa yang diatur dalam surat kuasa. 4) Direksi berhak mewakili Perseroan di dalam atau di luar pengadilan serta melakukan segala tindakan dan perbuatan baik mengenai pengurusan maupun mengenai pemilikan serta mengikat Perseroan dengan pihak lain dan/atau pihak lain dengan Perseroan, dengan pembatasan-pembatasan yang ditetapkan oleh Rapat Umum Pemegang Saham. 4. Presiden direktur Presiden Direktur adalah salah seorang anggota Direksi yang oleh karena jabatannya berhak dan berwenang bertindak untuk dan atas nama Direksi serta mewakili Perseroan. 5. Direktur Direktur adalah anggota Direksi yang oleh karena jabatannya melaksanakan tugas untuk kepentingan Perseroan sesuai dengan ruang lingkup tugas/fungsi masing-masing seperti tersebut di bawah ini: a. Umum dan Sumber Daya Manusia b. Perencanaan & Keuangan c. Bisnis d. Produksi e. Teknologi Peleburan f. Pembangkit Listrik g. Koordinasi Keuangan 6. Divisi Badan atau orang yang dibentuk/ditugaskan untuk membantu Direktur dalam menuangkan ketentuan-ketentuan yang akan dilaksanakan berdasarkan ruang lingkup/fungsi direktur masing-masing. Divisi dikepalai oleh seorang Deputy General Manager. 7. Departemen Badan atau orang yang dibentuk/ditugaskan untuk melaksanakan dari ketentuan-ketentuan yang telah digariskan/ditentukan oleh Divisi masing-masing. Departemen dikepalai oleh Senior Manager. 8. Seksi Badan atau orang yang dibentuk/ditugaskan untuk melaksanakan setiap kebijaksanaan yang telah ditentukan/digariskan oleh Departemen masing-masing. Seksi dikepalai oleh Manager.
9. Sub-Seksi Badan atau orang yang dibentuk/ditugaskan untuk melaksanakan setiap kebijaksanaan yang telah ditentukan/digariskan oleh Seksi masing-masing. Sub-Seksi dikepalai oleh Junior Manager (JM). 10. Auditor Internal (AI) Auditor Internal merupakan unit organisasi yang berdiri sendiri yang bertanggung jawab atas pemeriksaan dan penilaian kegiatan Perusahaan dan melaporkan hasil pemeriksaan dan penilaian tersebut kepada Presiden Direktur. Auditor Internal di bawah pengawasan Presiden Direktur membantu anggota organisasi yang bertanggung jawab atas tugas yang mereka emban dengan cara memberikan analisis, penilaian, rekomendasi, pemberian nasihat dan informasi. 11. Wakil Manajemen Untuk ISO 9001:2000, ISO 14001:2004 Dan SMK3 (MR) Management Representative (Wakil Manajemen) untuk Sistem Manajemen Mutu Standar ISO 9001, Sistem Manajemen Lingkungan ISO 14001 dan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) diangkat dan bertanggung jawab kepada Presiden Direktur melaksanakan tugas dan tanggung jawab seperti yang telah ditetapkan dalam Manual Mutu, Lingkungan dan K3 serta Prosedur Mutu, Lingkungan dan K3 mengenai Sistem Manajemen Mutu Standar ISO-9001, Sistem Manajemen Lingkungan ISO-14001 dan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) sebagai berikut. 1. Tugas dan tanggung jawab Wakil Manajemen antara antara lain : Memberikan arahan dan petunjuk kepada seluruh tingkatan manajemen mengenai implementasi Sistem Manajemen Mutu, Sistem manajemen lingkungan dan Sistem Kesehatan dan Keselamatan Kerja Perusahaan. 2. Sebagai penghubung antara Perusahaan dengan Badan Sertifikasi mengenai Sistem Manajemen Mutu Standar ISO 9001, Sistem Manajemen Lingkungan dan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3). 3. Memberikan saran kepada Presiden Direktur untuk melakukan Tinjauan Manajemen mengenai implementasi Sistem Manajemen Mutu, Sistem manajemen lingkungan dan Sistem Kesehatan dan Keselamatan Kerja dan tindakan pencegahan dan koreksi sesuai dengan prosedur Mutu, Prosedur Lingkungan dan Prosedur K3. 4. Bertanggung jawab atas fungsi Jaminan Mutu, Lingkungan dan K3 dengan memberikan masukan-masukan kepada Presiden Direktur dan/atau Direktur terkait sesuai dengan permasalahan yang ditemukan atau yang timbul sebagai upaya untuk tindakan pencegahan dan koreksi demi peningkatan Sistem Manajemen Mutu, Lingkungan dan K3 Perusahaan. BAB IV SEKSI PENUANGAN (SMELTER CASTING SECTION SCA) A. Pengantar Smelter Casting Section (SCA) merupakan seksi akhir pada proses peleburan (smelter) aluminium. Selain itu juga berada dibawah tanggung jawab Departemen reduction and casting. Tugas dari seksi penuangan adalah mencetak aluminium cair (molten) menjadi aluminium batangan (ingot) yang berkualitas, aman, (terhindar dair kecelakaan selama proses) dan ramah lingkungan.
Saat ini Casting plant mencetak molten menjadi ingot sebanyak 700 ton/hari. Agar kinerja casting berjalan dengan baik, maka diperlukan 5M yaitu: Man Power, Machine, Material, Methode and Money. Keseluruhan bagian ini akan dibahas kecuali Money. B. Struktur Organisasi Seksi Penuangan (Casting Section SCA) Seksi SCA dipimpin oleh seorang Manager. Menurut tugas dan tanggungjawabnya, seksi SCA terbagi menjadi 2 subseksi, yaitu : 1. Subseksi Casting Operation and Service Subseksi ini menangani proses mencetak aluminium cair dari SRO menjadi Aluminium batangan (ingot) yang sesuai dengan baku mutu atau grade yang sesuai dengan pesanan konsumen. Subseksi ini dikepalai oleh seorang Junior Manager (JM). Pada dasarnya subseksi ini memiliki 2 tugas utama yang meliputi : 1) Operasi Pencetakan (Casting Operation) Casting Operation sangat berperan dalam hal mencetak aluminium cair dari Reduction Plant menjadi Aluminium batangan dengan kuantitas maupun kualitas tertentu. Oleh karena itu, Casting Operation memiliki tugas dan tanggungjawab sebagai berikut : a) Mencetak ingot. b) Mengatur kinerja masing-masing furnace. c) Mengontrol mutu aluminium cair pada setiap furnace. d) Mengoperasikan furnace dan alat cetak ingot. e) Membersihkan alat cetak ingot dan sirkulasi air pendingin di cooling pan 2) Service Subseksi ini berperan dalam membantu kelancaran operasi pencetakan aluminium di SCA, hal-hal tersebut meliputi: a) Menangani dokumen ISO dan urusan umum b) Mengatur jadwal operasional di seksi SCA c) Mengumpulkan, memasukkan dan menganalisa data seluruh operasi di SCA dan Human Resources Management System (HRMS). d) Pengurusan hal-hal yang berkaitan dengan personalia di SCA seperti absensi, distribusi gaji dan hal-hal terkait lainnya. e) Pelatihan karyawan baru dan mahasiswa kerja praktek (OJT) 2. Subseksi Bundling, Transport and Maintenance Subseksi ini berperan dalam hal mengikat ingot, pengangkutan dan perawatan peralatan di SCA. Atas dasar peran tersebut, maka subseksi ini dibedakan menjadi 3 bagian, sebagai berikut : 1) Pengikatan (Bundling) Bagian ini bertugas secara khusus untuk mengikat ingot yang telah dicetak dan didinginkan dengan menggunakan peralatan Combination Straping Tool (CST). Bahan pengikat yang digunakan adalah straping band (pita baja) dan seal Disamping itu bagian ini juga bertugas menimbang dan membawa ingot ke stock yard yang dilakukan oleh forklift serta melakukan marking dan punching pada aluminium yang telah dicetak tersebut. 2) Transport Transport bertanggungjawab untuk memindahkan, menimbang dan memasukkan molten aluminium (charging operation) kedalam furnace, dengan menggunakan Metal Transport Car (MTC) dari Reduction Plant ke Casting Plant.
3) Perawatan (Maintenance) MNT bertanggung jawab dalam penyediaan alat-alat, kendaraan dan gedung yang berhubungan dengan casting operation. MNT memiliki tugas dan tanggung jawab meliputi : a) Melakukan spearing operation pada Furnace yaitu pembersihan bagian dalam dinding Furnace daripada dross yang melekat padanya b) Menyediakan peralatan yang dibutuhkan selama casting operation. c) Melakukan perbaikan kecil dan quick service C. Fasilitas Utama dan Fasilitas Pendukung Produksi Pada Pabrik Penuangan Untuk memenuhi kapasitas produksi, pabrik pencetakan memiliki fasilitas-fasilitas, seperti: gedung, fasilitas utama dan fasilitas pelengkap. 1. Gedung Penuangan Gedung ini terdiri dari kantor casting, control room, ruang dapur dan mesin pencetak, tempat pendingin dross, jalan utama dan bangunan lainnya. Bangunan ini terbuat dari rangka baja dan dinding asbes, dengan mengambil metode ventilasi alam. Kantor seksi penuangan ini mempunyai satu ruang kerja, ruangan pertemuan, satu ruangan kamar kecil, satu ruangan mushollah, smoking area, satu tempat parkir dan tempat pengeringan pakaian. 2. Fasilitas-fasilitas Utama. a. Dapur (Furnace) Dapur (furnace) dipakai untuk menampung molten dari Reduction Plant dan meleburkan ingot spec out dan logam sisa aluminium (scrap) di pabrik penuangan. Aluminium cair dalam dapur dapat dikeluarkan dengan memiringkan dapur. Operasi pemiringan dapat dilakukan dengan sistem hidrolik. Operasi pembakaran dari alat pembakar di kontrol secara otomatis sesuai dengan temperatur aluminium cair dalam dapur. Temperatur aluminium tersebut di ukur oleh thermocouple yang terletak berdekatan dengan lubang taphole. Dapur ini mempunyai 1 buah pintu pengisian aluminium cair, 1 pintu untuk skimming off dan 5 buah cleaning door untuk pengambilan dross spearing. 1) Tipe dan jumlah dapur (furnace) Jumlah keseluruhan furnace adalah 10 unit, satu unit melting furnace dan 9 unit holding furnace. Melting furnace menggunakan alat pemanas pembakaran (burner) yang terdiri dari dua nyala api yaitu : Pilot Burner dan Main Burner, dimana pada main burner dihidupkan pada saat dibutuhkan peleburan sedangkan pilot burner untuk menjaga temperatur. Pada furnace ini digunakan bahan bakar minyak berat (heavy oil) dan gas LPG sebagai pamantik api. Sedangkan pada holding furnace menggunakan elemen listrik sebagai pemanasnya, dengan daya keluar maksimum 390 KW untuk hubungan segi tiga (delta) dan 130 KW untuk hubungan bintang. Kapasitas penaikan temperatur adalah 100C/jam pada kapasitas aluminium 30 ton Adapun jenis kemiringan furnace adalah : a. One side, yaitu kemiringan satu sisi berjumlah 7 unit b. Both side, yaitu kemiringan dua sisi berjumlah 3 uni 2) Kapasitas furnace Kapasitas furnace 30 ton, sedangkan pada furnace No.6 telah dimodifikasi dengan kapasitas 33 Ton, hal ini dikarenakan ukuran dan lapisan batu yang digunakan pada furnace 6 lebih tipis dibandingkan dengan furnace lain. Pada furnace 6 batu tahan api yang digunakan adalah produk dalam negeri. Hal ini dilakukan dalam rangka uji coba penaikan kapasitas produksi, dan penghematan. 3) Sistem pengontrolan temperatur
Sistem pengontrolan temperatur pada keseluruhan furnace dilakukan secara otomatis, dapat diset pada kontrol temperatur furnace maupun pada ruang kontrol oleh operator kontrol. 4) Ukuran dalam furnace : 3000 x 9000 mm 5) Ketinggian tap hole : 650 mm 6) Sistem pemiringan furnace : dengan menggunakan pemiringan 2 silinder hidrolik pada tiap furnace 7) Lapisan dinding furnace Pada lapisan dinding furnace dipakai batu tahan api (Bricks) merupakan bagian struktur dapur, baik untuk dapur pelebur maupun dapur penampung bahkan ladle pengangkut molten. Bricks yang digunakan pada dapur atau furnace memiliki kualitas yang baik. Bricks tersebut harus memiliki karakteristik sebagai berikut: a) Sifat mekanik tinggi (tahan terhadap deformasi dan temperatur yang sangat tinggi) b) Pemuaiannya minimal pada saat pemanasan yang tinggi. c) Tidak mempengaruhi sifat-sifat atau kandungan aluminium itu sendiri. b. Unit Mesin Pencetak (Casting Mechine Unit) Mesin ini merupakan unit mesin untuk mencetak ingot dengan berat perbatang 50lb atau 22,7 1,5kg, dari tipe conveyor datar dan memakai pendingin air tak langsung yang tujuannya untuk mencetak ingot dari aluminium cair yang telah dituang kedalam cetakan (mould). Casting Mechine ini terdiri atas beberapa bagian yaitu: 1) Lounder, satu unit masing-masing dapur yang berfungsi sebagai tempat aliran aluminium cair yang dituang dari furnace. 2) Pouring device, 1 unit untuk 2 buah furnace. Pouring ini berfungsi sebagai tempat dituangnya aluminium cair dari dapur melalui lounder tadi. 3) Cetakan (mould), berjumlah 146 buah pada tiap 1unit Casting Mechine yang dihubungkan satu sama lain. 4) Marking device, merupakan alat untuk memberi penomoran pada ingot yang telah beku, nomor ini disebut dengan atau no lot. 5) Hummering device,alat ini berfungsi sebagai perenggang permukaan antara ingot dan cetakan, agar mudah terlepas dari cetakan. 6) Returnning Roller and Ingot Pusher, berupa batangan penahan agar ingot tidak langsung lepas dari cetakan pada saat mould berputar balik diujung conveyor. 7) Receiving Arm, yaitu lengan penerima ingot yang dioper oleh ingot pusher tadi yang akan dilanjutkan ke mesin penyusun. Water jacket, yaitu tempat dimana air pendingin yang bersirkulasi dibawah cetakan. Adapun spesifikasi dari mesin pencetak adalah: a. Merk : SUMITOMO b. Jumlah : 7 Unit CM c. Tipe : tipe conveyor datar tetap d. Kapasitas : 12,0 Ton / Jam e. Berat ingot : 22.7 kg 1,5 kg f. Sistem pendingin : tipe bagian bawah cetakan tercelup kedalam air g. Alat penuang : tipe penuangan terus-menerus (manual) h. Alat penomoran : Secara mekanis c. Mesin Penyusun (Stacking Mechine) Mesin penyusun ini digunakan untuk menyusun secara teratur ingot-ingot yang keluar dari mesin pencetak. Mesin ini terdiri dari , unit pendingin kedua, returning over, alat pemindah dan alat penyusun. Ingot-ingot yang keluar terus-menerus dari mesin pencetak, secara
otomatis ke peralatan pemindah melalui unit pendingin kedua. Pada alat pemindah ini, ingotingot otomatis membalik secara beraturan dan dipindahkan ke alat penyusun. Alat operasi pada alat penumpuk (servo arm) dioperasikan dengan tangan. Mesin penyusun ini terdiri dari: 1) Cooling chamber yaitu ruangan untuk mendinginkan ingot-ingot yang telah dicetak, pendinginan dilakukan dengan cara menyemprotkan air secara langsung pada permukaan ingot. 2) Ingot detector dan ingot reject adalah alat untuk memeriksa atau mendeteksi tebal ingot, apakah ingot yang dicetak memenuhi standar. Alat ini mendeteksi tiga keadaan yaitu untuk menunjukkan ingot yang terlalu tebal, tipis dan ukuran yang standar. Jika ingot yang dicetak tidak sesuai dengan standar maka ingot akan dikelauarkan dari stacking conveyor secara otomatis. 3) Transfering equipment, line up adalah alat untuk memindahkan ingot dari mesin penyusun ke turning over atau alat pembalik ingot. 4) Turning over device adalah alat untuk membalikkan ingot, agar ingot dapat tersusun dengan rapi sesuai pengaturan pada kontrol penyusunan. 5) Stacking table adalah meja tempat penyusunan ingot. Sebelum di angkat dan disusun oleh servo arm ke stock conveyor. 6) Servo arm adalah alat yang digunakan untuk memindahkan ingot yang tersusun pada stacking table dan kemudian dipindahkan ke alat stock conveyor, servo arm ini dioperasikan dengan tenaga manusia. Perincian dan spesifikasi media penyusun dapat diuraikan sebagai berikut : a) Jumlah : Tujuh unit stacking machine. b) Tipe : Tipe tarik (bertumpu diatas rel). c) Kapasitas : Sesuai sekali untuk mesin pencetak ingot 22,7 kg atau 50 lb ( 12,0 Ton/Jam) d) Jumlah tumpukan ingot : 44 ingot/tumpukan Bentuk susunan ingot adalah tingkat pertama terdiri dari 4 ingot dan pada tingkat ke 2 sampai ke 9 terdiri dari 5 ingot tiap tingkatannya tersebut. d. Crane 1) Crane overhead 20T Crane overhead adalah crane yang berjalan di atas rel. Biasanya digunakan dalam rangka perbaikan dapur dan bermacam-macam peralatan lainnya. Pergerakan yang bisa dilakukan pengangkatan, gerak melintang, dan gerak memanjang diperlengkapi masing-masing oleh sebuah motor yang dikontrol dengan switch gantung dari bawah. Jumlah : 1 buah Tipe : crane memanjang overhead Daya angkut : 20 / 3 T Beban standard : Utama 20 T Tambahan 3 T Lebar rentangan : 18,5 m Tinggi pengangkutan : utama 9 m dan tambahan 3 m Kecepatan pengangkutan utama : 8 m/menit Pengangkutan tambahan : 12 m/menit Gerak melintang : 40 m/menit Gerak memanjang : 40 m/menit 2) Crane hoist 10 T Crane ini digantung pada batang propile I yang memanjang dan digunakan untuk memiringkan (mengangkat) ladle. Gerakan pengangkatan dan gerakan memanjang dilakukan
oleh masing-masing motor dengan pengoperasiannya dilakukan dari bawah melalui switch gantung. Tipe : crane memanjang overhead dengan hoist Jumlah : 3 buah Daya angkut : 10 T Beban standard : 10 T Tinggi pengangkutan : 12 m Kecepatan angkat : 4,3 m/menit Kecepatan arah memanjang : 15 m/menit 3) Crane overhead 1 T Crane ini adalah crane memanjang overhead dan digunakan untuk mengangkut peralatan. Setiap pergerakan pengangkatan, melintang dan memanjang dilakukan oleh masing-masing motor dan dioperasikan dari bawah melalui switch gantung Tipe : crane memanjang over head. Jumlah : 1 buah Daya angkut : 1 T Beban standard : 1 T Tinggi pengangkatan : 6 m Kecepatan angkat : 10 m/menit Kecepatan gerak melintang : 71 m/menit Kecpatan gerak memanjang : 35 m/menit Lebar rentangan : 9 m 4) Alat pengikat ingot (Combination strapping tool atau CST) Beberapa batang ingot 50 lb atau 22,7 1,5 kg dihasilkan dari mesin pencetak harus disusun dan dibentuk menjadi satu tumpukan sesuai dengan ketentuan yang ada. Alat pengikat ini digunakan untuk mengikat setiap tumpukan dari ingot dengan bantuan jib crane. Tipe : Pengikat combination straping tool ( CST ) digerakkan dengan udara kompresi Tekanan : 6,5 Kg/cm2 Jumlah : 4 buah Penggunaan : untuk ikatan kuat Jumlah ikatan : 3 ikatan untuk satu tumpukan 5) Mesin penimbang a) Timbangan truk 40 T Timbangan ini dipasang pada bagian luar dari pabrik penuangan dan digunakan untuk menimbang truk MTC pembawa metal. Dengan kata lain, digunakan untuk menimbang truk bersama aluminium cair atau truk tanpa muatan. Oleh karena itu berat cairan aluminium yang dibawa dari tungku-tungku reduksi di pabrik peleburan ke pabrik penuangan dapat diketahui. Tipe : timbangan truk Jumlah : 2 buah Kapasitas penimbangan : 40 T Objek yang ditimbang : truk pengangkut aluminium cair Jarak penimbangan : 0-40.000 kg Ukuran panjang : 3 m x 7,5 m b) Timbangan panggung 2 T Timbangan ini dipasang di dalam pabrik penuangan, digunakan untuk menimbang susunan
ingot 50 lb, dan bahan-bahan dasar yang digunakan untuk keperluan pabrik penuangan. Tipe : timbangan panggung tahan panas Jumlah : 5 buah Kapasitas penimbang : 2 T Jarak penimbang : 0 2.000 kg Ukuran panggung : 1,2 2 m 3. Fasilitas Pendukung (Utility pabrik) a. DPE ( Dross Procesing Equipment ) Dross Processing Equiptment (DPE) adalah alat yang digunakan untuk memisahkan dross dengan aluminium, yang terdiri dari 2 impeler yaitu : Inside impeller dan Outside impeller yang masing-masing berputar dengan berlawanan arah. b. Ruang pendingin dross Ruangan ini di gunakan untuk tempat pendinginan dross hasil sampingan dari dapur pada pabrik penuangan. Di ruang pendingin dross, dross yang masih panas ditaburkan secara menipis untuk pendinginan. Luas pendinginan dross : 160 m2. Terdiri dari : 1) Luas ruangan pendingin : ( 5 m x 8 m/kamar x 2 kamar ) : 80 m2 ( 20 m x 8 m x 1 kamar ) : 160 m2 Luas jalan ( 4 m x 10 m) : 120 m2 Luas total : 360 m2 Struktur : rangka baja dan dinding asbes ( lantai, dilapisi blok-blok karbon). Permukaan lantai : permukaan tanah + 400 mm c. Peralatan penyediaan minyak berat Ini digunakan untuk pengiriman minyak berat pada dapur yang berada pada pabrik penuangan. Peralatan-peralatan ini termasuk tangki penyimpanan minyak berat, pompa pengisian, jaringan pipa-pipa dan sebagainya. Tangki penyimpanan minyak berat, Jumlah : 1 buah Tipe : di buat dari baja dengan atap tetap dan tipe tangki di atas tanah. Kapasitas sebenarnya : 10 m3 Pompa pengisian minyak berat, Jumlah : 2 buah (satu buah untuk persediaan). Tipe : pompa trokoidal (motor kopel langsung). Kapasitas : 0,3 m3/jam Tekanan perlimpahan : 5 kg/cm2 d. Peralatan persediaan LPG Peralatan ini digunakan untuk mengirim LPG yang akan digunakan pada alat pembakar hemat pada pembakar minyak berat untuk dapur pelebur, dan juga digunakan untuk memanaskan saluran tuang serta cetakan-cetakan untuk ingot 50 lb pada mesin pencetak. Peralatan ini terdiri dari tabung-tabung LPG, alat pengatur tekanan, jaringan pipa dan sebagainya. 1. Tabung LPG a. Jumlah : 4 buah b. Tipe : tabung yang dapat diangkat (termasuk sebuah katup )
c. Kapasitas : 1.000 kg 2. Takal rantai a. Jumlah : 1 buah b. Tipe : takal rantai transmisi gigi c. Kapasitas : 3 T d. Alat tambahan : alat pengangkat tabung e. Saluran pipa-pipa air industri Saluran ini digunakan untuk mengalirkan kebutuhan air untuk setiap peralatan atau mesin yang ada pada pabrik penuangan. Saluran pipa-pipa ini diperluas dari sumber penerimaan ke setiap peralatan atau mesin yang membutuhkan air industri. Air industri disirkulasikan berulang ke pabrik penuangan. Air yang telah dipakai pada setiap peralatan didinginkan oleh menara pendingin dan selanjutnya dialirkan kembali keperalatan yang membutuhkannya. Tetapi, air pendingin bekas dari LPG tidak dipakai kembali. a. Tekanan pengaliran : 3 kg/cm2 b. Volume pengaliran : 38,5 m3/jam c. Volume air yang disirkulasikan : total 495,8 m3/jam d. Volume baru : Penguapan dari air yang disirkulasikan : 23 m3/jam Yang di buang : 10,5 m3/jam Pendinginan pada tabung LPG : 5 m3/jam a) Peralatan menara pendingin Air industri di alirkan ke mesin pencetak dan unit-unit hidrolik untuk dapur pelebur dan penampung kemudian dikeluarkan kembali pada temperatur tinggi pada fasilitas tersebut. Peralatan (perlengkapan) menara pendingin digunakan untuk mendinginkan air panas (yang telah dipakai) kemudian disirkulasikan kembali untuk pemakaiannya selanjutnya. Peralatan ini terdiri dari: 1) Menara pendingin a) Jumlah : 1 buah b) Tipe : Tipe ventilasi kuat (tipe aliran silang) c) Kapasitas : Maksimal 500 m3/jam x 1 ruang d) Temperatur : Masuk ke menara = 55oC Keluar dari menara = 36oC 2) Kipas menara pendingin a) Jumlah : 1 buah b) Tipe : Tipe aliran aksial c) Kapasitas : 10.360 m3/jam 3) Pompa a) Jumlah b) Tipe : Tipe c) Kapasitas d) Tekanan pengaliran : 1,5 kg/cm2 air : sentrifugal : 2 motor 500 kopel panas buah langsung m3/jam
4) Pompa air dingin (A) a) Jumlah : 3 buah (satu buah cadangan) b) Tipe : Tipe sentrifugal motor kopel langsung c) Kapasitas : 250 m3/jam d) Tekanan pengaliran : 2,5 kg/cm2
5) Pompa air dingin (B) a) Jumlah : 2 buah (satu cadangan) b) Tipe : Tipe sentrifugal motor kopel langsung c) Kapasitas : 20 m3/jam 6) Tekanan pengaliran : a) Tipe : b) Ukuran : 6 m x 5 m x 4,5 mD. 7) Bak Penampung air dingin a) Tipe : Dibuat dari semen beton b) Ukuran : 9,6 m x 6 m x 2,2 mD. g. Forklift Kendaraan untuk pengangkat , Ingot dross spearing, dan skimming off dross yang berjumlah 17 unit. h. MTC (metal transport car) MTC adalah kendaraan pengangkut aluminium cair dari tungku reduksi ke seksi penuangan, jumlahnya ada 9 unit. Transport pendukung 1) Sweeper : pembersih debu (2 unit). 2) Small Truck : pembawa sampel dan peralatan sampel (2 unit). D. Proses Produksi Ingot di Casting Section (SCA) 1. Pengisian Molten (charging) dan Cold metal Proses ini terdiri dari pengisian aluminium cair (molten) dan cold metal kedalam Furnace. Sebelum molten dimasukkan kedalam Furnace, terlebih dahulu dimasukkan cold metal seperti recovery metal, scrap, busa logam dan ingot sisa-sisa cetakan berupa output product dan ingot spec out. Adapun jumlah cold metal yang dapat dimasukkan kedalam holding Furnace yaitu sebesar 3,33% dari jumlah molten yang akan dimasukkan sedangkan untuk melting furnace sebesar 5% dari molten yang dimasukkan Setelah pemasukkan cold metal ke dalam Furnace maka selanjutnya dimasukkan molten yang telah ditapping dari SRO. Sebelum dimasukkan kedalam furnace, molten yang dibawa oleh MTC (Molten Transport Car) di timbang terlebih dahulu di timbangan 40T (timbangan dengan kapasitas 40 Ton) di SCA (Casting section) untuk mengetahui berat gross. Sebelum proses charging, petugas di lapangan harus memastikan agar schedule yang telah ditetapkan baik berupa grade yang akan dihasilkan maupun berat produk yang akan dicetak. Penuangan molten dari vacuum ladle ke dalam Furnace menggunakan crane hoist 10 T (kapasitas 10 Ton). Molten mengalir melalui lounder yang dibuat dari plat baja dengan lapisan castable di dalamnya, begitu juga dengan ladle yang dilapisi dengan batu tahan api (fired brick). Ladle dituangkan dengan kemiringan 900 sehingga molten yang terdapat di dalam ladle dapat tertuang ke dalam Furnace. Proses charging ini melibatkan dua orang operator, terdiri dari satu orang driver MTC untuk melihat molten yang tertuang sekaligus memberikan aba-aba kepada petugas crane hoist untuk memiringkan ladle. 2,5 kg/cm2Bak Dibuat dari Penampung semen air panas beton
Waktu pengisian lebih kurang 4-5 menit untuk setiap ladle. Dalam kondisi operasi normal, jumlah molten untuk setiap furnace adalah 21-30 Ton. Jadi untuk satu furnace diisi dengan 45 ladle dalam waktu lebih kurang 30 menit. MTC dan ladle kosong ditimbang kembali ketika MTC ini keluar dari gedung SCA. Hal ini bertujuan untuk mengetahui berapa banyak molten dimasukkan ke dalam furnace. 2. Proses Treatment Setelah Furnace mencapai kapasitasnya, maka proses selanjutnya yang harus dilakukan yaitu proses treatment. Proses treatment ini meliputi: a. Pemberian flux (Flux Treatment) Setelah molten dimasukkan ke dalam furnace, kemudian dilanjutkan dengan pemberian flux (De-Inclusion Flux). Proses penambahan flux (fluxing) dilakukan dengan cara menaburkan flux di atas permukaan dari molten melalui pintu samping furnace dengan menggunakan sekop (Scratcer). Kemudian dilakukkan pengadukan (Stirring) secara merata, agar molten dan flux dapat tercampur dengan homogen. Perbandingan antara flux dengan molten adalah 0,64 kg flux untuk setiap ton molten. Pengadukan dilakukan secara manual selama lebih kurang 5 menit. Jenis flux yang digunakan adalah 510 dengan komposisi senyawa kimia didalamnya, yaitu: NaCl : 45 % KCl : 30 % Na2SiF6 : 10 % NaF : 15 % Tujuan dari pemberian flux ke dalam furnace yang telah berisi molten adalah : 1) Untuk menarik gas-gas yang terlarut dalam molten. 2) Untuk mengikat zat-zat pengotor (impurities) yang terdapat di dalam Furnace yang dapat membuat kualitas ingot menjadi kotor dan kusam. Adapun fungsi dari masing-masing komponen flux adalah : 1) NaCl dan KCl berfungsi untuk menghilangkan gas-gas yang terlarut dalam molten, khususnya H2 Reaksi : NaCl Na+ + ClKCl K+ + ClDidalam furnace terdapat gas H2 yang terionisasi. Ion-ion tersebut bereaksi : H+ + Cl- HCl 2) Na2SiF6 berfungsi untuk melepaskan molten yang terjebak dalam gumulan atau gumpalan dross. Reaksi : Na2SiF6 2 NaF + SiF6 3SiF6 4 AlF3 + 3Si ALF3 larut dalam cairan aluminium. 3) NaF berfungsi untuk mengikat inklusi AL2O3 dalam molten membentuk dross. Reaksi : 2AlO3 + 4NaF 3NaAlO2 + NaAlF4 Al2O3 + 6NaF 2AlF3 + 2AlF3 + 3Na2O b. Pengadukan (Stirring) Pengadukan (stirring) merupakan proses pengadukan molten di dalam furnace setelah dimasukkan flux dengan menggunakan alat pengaduk dross ( dross scratcher). Tujuan dari pengadukan sebagai berikut : 1) Menyempurnakan reaksi flux dengan molten 2) Menghomogenkan campuran yang ada di dalam furnace.
Hal-hal yang perlu diperhatikan selama pengadukan antara lain : 1) Pengadukan harus merata dan seluas mungkin. 2) Selama pengadukan jangan samapai dross scratcher menyentuh termowell. 3) Lamanya pengadukan lebih kurang 2 s/d 5 menit c. Holding time Holding time molten dimulai dari sesudah flux treatment sampai saat pengeluaran dross (skimming off dross) dari furnace. Proses ini dilakukan selama lebih kurang 2,5 jam. Pada proses holding time ini, dross akan terpisah dari molten. dross yang terdapat di dalam furnace akan mengapung di atas permukaan molten. Selama holding time, temperatur dijaga (setting temperature) pada suhu berkisar 7600 C dengan alat pengontrol (control room). Pengaturan suhu ini bertujuan untuk mengoptimalkan reaksi antara flux dengan impurities yang terdapat di dalam furnace. d. Pengeluaran dross (Skimming off dross) Pengeluaran dross (skimming off dross) dilakukan secara manual dengan menggunakan forklift yang dilengkapi dengan scratcher sebelum proses pencetakan dilakukan. Proses ini dilakukan dengan menarik dross dari furnace dengan menggunakan forklift. dross yang mengapung pada permukaan molten dikeluarkan melalui pintu bagian depan furnace dan ditampung dalam crucible. Dross yang telah ditampung tersebut diolah secara terpisah. Pengolahan dross lebih lanjut dilakukan karena dross masih terdapat kandungan aluminium yang cukup banyak yakni 47%. Adapun proses pengolahan dross adalah: 1. Dross yang ditampung didalam crucible pada saat proses skimming off ditaburi dengan flux ( dross treatment flux) secara berlapis-lapis. Adapun tujuan pemberian flux yang bertahap-tahap atau berlapis-lapis ini yaitu agar flux tercampur secara merata, flux yang digiunakan pada proses ini berbeda dengan dengan flux yang digunakan pada proses flux treatment. Pada proses ini digunakan flux jenis 516 dengan kandungan senyawa yang ada didalamnya, yaitu: NaNo3 : 60% NaCl : 30% Na2SiF6 : 10% Adapun tujuan dari dross treatment flux adalah untuk mempertahankan atau menaikkan temperatur dross tersebut sehingga molten yeng terikut dalam dross tetap cair. Perbandingan antara flux dengan dross yaitu 0,11 kg flux untuk setiap ton dross yang dihasilkan. 2. Dross yang telah ditaburi dengan flux tersebut kemudian ditimbang. Hal ini bertujuan untuk mengetahui berapa banyak dross yang diperoleh pada saat skimming off. 3. Kemudian crucible iron yang berisikan dross dibawakan ke DPE ( Dross Processing Equipment) dengan menggunakan forklift. Di DPE ini dross yang ada dalam crucible iron diaduk menggunakan impeller selama lebih kurang 4 menit. Proses pengadukan yang dipengaruhi oleh gaya gravitasi menyebabkan molten jatuh ke posisi pinggir dari cruicible iron. Kemudian lubang pada crucible iron ditonjok dengan inside impeller kemudian molten jatuh kebawah dan ditampung oleh cawan penampung. Pada proses ini tidak terbentuk senyawa lain atau ikatan senyawa, tetapi hanya berupa reaksi yang menghasilkan panas saja sehingga molten terpisah dari dross yang sudah berupa debu.
4. Molten yang didalam cawan penampung disebut dengan recovery metal. Pada proses peleburan selanjutnya, recovery metal ini dimasukkan kedalam Furnace untuk dileburkan kembali selanjutnya dicetak. 5. Setelah proses di DPE, dross dibawa ke dross colling room. Di dalam dross cooling room ini, dross disebarkan untuk didinginkan. Tujuannya yaitu untuk mengambil material yang masih memiliki kandungan aluminium yang disebut dengan pick up scrap. Sama halnya dengan recovery metal, scrap juga dilebur kembali bersama-sama dengan dengan molten didalam Furnace. 6. Dross yang telah dipisahkan dari scrap berupa debu. e. Test Product Metal (TPM) TPM merupakan proses pengujian kadar atom yang terdapat didalam molten terutama kadar Fe-nya, apakah molten yang akan dicetak sesuai dengan kadar Fe yang diinginkan. Analisa TPM ini dilakukan oleh seksi SQA (Smelter Quality Ansurance) sebelum proses pencetakan dilakukan. Pencetakan dilakukan apabila kadar Fe yang dinginkansudah sesuai yang diinginkan. Adapun yang menjadi perhatian utama dalam TPM adalah kandungan Fe-nya. Hal ini disebabkan kerena kandungan Fe yang sering berubah untuk setiap analisa. Sehingga kadar Fe inilah yang menentukan grade dari suatu ingot produk. Kandungan utama molten adalah Fe,Si dan Cu. Apabila hasil TPM tidak memenuhi standar yang diinginkan, maka dilakukan langkah penanggulangan, diantaranya: 1. Melakukan pengadukan ulang (re-stirring) dan dilakukan pengambilan sample TPM kembali yang disebut TPM emergency. Hal ini dilakukan karena ada kemungkinan molten belum homogen sehingga kadar Fe disetiap bagian tidak merata. 2. Jika hasil evaluasi emergency diatas tetap tidak sesuai dengan grade yang diinginkan, maka dilakukan tahap-tahap berikut ini: a. Penambahan molten dengan kadar Fe yang sesuai sehingga hasil perhitungan sesuai dan juga kapasitas furnace masih memukinkan. Kapasitas maksimum Furnace yaitu 35 ton. b. Bila volume furnace tidak memungkinkan untuk ditambah molten penanggulangan (melebihi kapasitas maksimum) maka dilakukan pencetakan sebagian (maksimum 1/3 volume furnace) yang disebut spect out dan kemudian ditambahkan molten dengan kadar Fe sesuai dengan yang diinginkan kemudian lakukan proses holding time. E. Operasi Pencetakan (Casting Operation) 1. Operasi pencetakan Aluminium yang telah melalui proses analisa Fe (TPM) dari SQA harus dipastikan sesuai dengan schedule yang dibuat, dan jika terjadi kenaikan Fe 0,10 maka harus dilakukan emergency. Sebelum dilakukan penuangan dan pencetakan maka harus dipastikan dulu temperatur actual 720oC supaya kemungkinan trouble ingot lengket dapat diperkecil. Sebelum dilakukannya operasi pencetakan, Terlebih dahulu dilakukan persiapan dan pengecekan peralatan seperti pengecekan casting conveyor, peralatan casting, safety serta peralatan pendukung lainnya. Sebelum peralatan digunakan harus dipanaskan dahulu dan dipastikan terbebas dari air, karena jika air terperangkap dibawah molten maka air tersebut akan menjadi gas bertekanan tinggi dan menimbulkan ledakan.
Setelah semua persiapan pencetakan selesai maka dapur mulai dimiringkan untuk menuangkan molten melalui tap hole dan disalurkan oleh lounder ke pouring device. Dari pouring device, molten dituangkan perlahan kedalam mould oleh seorang operator yang juga bertugas membersihkan permukaan aluminium dari scum secara manual. Scum ini terbentuk karena kontak lansung permukaan aluminium cair tersebut dengan udara bebas yang suhunya berbeda jauh sehingga terjadi reaksi oksidasi. Selanjutnya aluminium tersebut mengalami pendinginan tak langsung oleh water jacket yang mengalir pada bagian bawah cetakan, disini suhu aluminium dibawah titik lebur. Pada aluminium yang telah mengeras ini dilakukan pemberian nomor lot, dengan alat marking device yang bergerak secara otomatis. Lalu dilakukan hammering, yakni pemukulan permukaan ingot agar ingot tersebut terlepas dari mould. Di ujung conveyor ini terdapat alat returnning roller yang berfungsi untuk menahan ingot yang telah terlepas dari mould agar tidak jatuh bebas, pada bagian bawah ingot ditahan oleh ingot pusher, selanjutnya ingot tersebut diterima oleh receiving arm dan diteruskan ke stacking conveyor. 2. Operasi pendinginan dan penyusunan ingot Ingot yang telah diterima dari receiving arm, selanjutnya berjalan di atas chain conveyor yang selanjutnya dilakukan operasi pendinginan secara langsung oleh cooling chamber, yaitu dengan penyemprotan air ke permukaan ingot secara otomatis. Suhu ingot setelah keluar dari cooling chamber ini 4000C, selanjutnya ingot tersebut melewati alat ingot detector yang berfungsi untuk mendeteksi ingot yang berukuran tidak standar seperti tebal atau tipisnya ingot, jika ingot yang telah terdeteksi tidak sesuai standar maka akan dikeluarkan dari chain conveyor secara otomatis oleh ingot reject. Apabila ingot sudah memenuhi standar maka ingot akan dimasukkan ke-turning over oleh line up. Pada turning over, ingot akan dibalik sesuai dengan setting susunannya. Alat ini digerakkan oleh tekanan udara dan berjalan secara otomatis, kemudian ingot akan bertumpuk pada stacking table dan kemudian dipindahkan dengan servo arm ke stock conveyor. Servo arm ini digerakan dengan sistem hidrolik yang dibantu pengontrolannya oleh operator. Pada stock conveyor kapasitas tumpukan ingot adalah berjumlah 3 tumpukan. F. Operasi Pengikatan (Bundling Operations). Langkah kerja operasi pengikatan aluminium ingot meliputi pengangkutan tumpukan ingot dari stock conveyor hingga ke storage yard. Sebelum dilakukannya operasi ini, dilakukan terlebih dahulu persiapan dan pengecekan peralatan seperti pengecekan kendaraan pengangkut ingot atau forklift, pengecekan timbangan, alat pengikat (CST), strapping band, seal, dan safety serta peralatan-peralatan penunjang lainnya. Selanjutnya barulah dimulai dengan proses pengangkutan tumpukan ingot dari stock conveyor yang kemudian dibawa ke timbangan 2Ton Scale, untuk dilakukan proses penimbangan guna mengetahui berat tumpukan dan kemudian hasil timbangan diprint. Adapun berat pertumpukan ingot berkisar antara 970 kg s/d 1060 kg. Setelah dilakukan penimbangan pada 2 ton Scale maka diberi penomoran atau punching yaitu pemberian nomor tumpukan, proses ini dilakukan oleh operator pengangkut atau penimbang tadi dan dilakukan secara manual. Tumpukan ingot yang telah di-punching kemudian dibawa ke-cooling yard, yaitu tempat pendinginan tumpukan ingot selama 16 jam sebelum dilakukan marking. Setelah 16 jam maka suhu ingot berkisar antara 350C s/d 400C, selanjutnya dilakukan proses marking dan painting sesuai dengan grade-nya. Proses marking disini yaitu penulisan nomor lot, nomor tumpukan, dan berat tumpukan. Tumpukan ingot yang telah di-marking pada cooling yard diangkut kebundling house yaitu tempat untuk mengikat tumpukan ingot dengan menggunakan alat CST
(Combination Strapping Band). Tumpukan diletakan diatas ingot base, dan kemudian diikat menggunakan pita baja yang dikombinasikan dengan seal kemudian diikat kuat oleh CST. CST ini terpasang pada jib crane berjalan. Satu tumpukan ingot diikat kuat dengan 3 ikatan, dengan panjang strapping band yang terpakai 3,5 m. Selanjutnya dilakukan pengecekan secara visual di bundling house sebelum dibawa ke-storage yard, dan diserahkan ke bagian SMP. Untuk BAB V ditiadakan karena merupakan tugas, maaf sebelumnya BAB VI KESIMPULAN DAN SARAN A. KESIMPULAN 1. Kerja praktek memberikan gambaran nyata keada mahasiswa tentang penerapan teori dari bangku kuliah dilapangan dan pada operasional yang sebenarnya. 2. PT. Inalum salah satu perusahaan besar di Indonesia mempunyai stuktur organisasi dan teknologi yang baik. 3. Pada seksi casting, pencetakan aluminium cair menjadi aluminium batangan telah diatur secara sistematis dengan tujuan menghasilkan ingot-ingot yang standar. 4. Proses penambahan flux ke dalam aluminium cair mampu untuk mengeluarkan impurities dan gas-gas yang larut dalam cairan aluminium serta membentuk dross, sehingga didapat aluminium yang relatif bersih. 5. Holding time dilakukan agar flux dapat bereaksi secara sempurna dengan oksida dan mengikat gas-gas yang terlarut sehingga membentuk dross yang mengapung diatas permukaan molten. 6. Pengendalian kadar Fe yang merupakan unsur utama yang paling penting, dari pada unsur-unsur yang terkandung pada aluminium itu sendiri sangatlah penting. Pengendalian kadar Fe sangat berpengaruh pada kualitas ingot yang diproduksi, dan jumlah pesanan konsumen menurut grade pemesanannya. B. SARAN 1. Agar kerja sama antara PT. INALUM-PTKI Medan, selama ini tetap terjalin dengan baik guna pengembangan. 2. Diharapkan supaya PT. INALUM tetap menjaga mutu produksinya agar dapat tetap bersaing di pasar global. 3. Meningkatkan jumlah persentase mahasiswa/i yang melakukan kerja praktek atau melakukan riset, guna menambah ilmu dan wawasan serta kecerdasan bangsa negara Indonesia. DAFTAR PUSTAKA PT INALUM. Proses Produksi Aluminium. Bahan Bacaan untuk OJT. Kuala Tanjung, Asahan: PT INALUM, 2003. Harun. A. R. Teori dan Praktek Kerja Logam. Edisi Kedua. Jakarta: Erlangga, 1983. Beumer, B.J.M. Ilmu Bahan Logam, Jilid 1.Jakarta: Bharatara, 1994.
You might also like
- Laporan PKL PT Sermani Steel MakassarDocument39 pagesLaporan PKL PT Sermani Steel MakassarWahyu Kepada Yohanes0% (1)
- Bab II InalumDocument29 pagesBab II InalumNounna IjahhNo ratings yet
- 123dok Laporan+Kerja+Praktek+di+PT+Indonesia+Asahan+Aluminium+ (Persero)Document88 pages123dok Laporan+Kerja+Praktek+di+PT+Indonesia+Asahan+Aluminium+ (Persero)Olvi Mutia100% (1)
- Manfaat LNGDocument7 pagesManfaat LNGM Thoriq Al FathNo ratings yet
- Cara Pembuatan KanopiDocument12 pagesCara Pembuatan Kanopi16. Andrea ArdiansahNo ratings yet
- CV Angkasa Pura 1Document12 pagesCV Angkasa Pura 1Muhammad AzizNo ratings yet
- UTS Proses ManufakturDocument7 pagesUTS Proses ManufakturRony AstamaNo ratings yet
- Contoh Soal Big DataDocument2 pagesContoh Soal Big DataKhusus DownloadNo ratings yet
- No 4 - 5Document14 pagesNo 4 - 5Kelompok 3ANo ratings yet
- Perancangan Meja Dan Kursi Produksi Ergonomis Dengan Metode Teoriya Resheniya Izobretatelskikh Zadatch (TRIZ)Document27 pagesPerancangan Meja Dan Kursi Produksi Ergonomis Dengan Metode Teoriya Resheniya Izobretatelskikh Zadatch (TRIZ)Realyandieto MonantunNo ratings yet
- Proposal PKLDocument5 pagesProposal PKLnurliaNo ratings yet
- Modul Ektek Dan EnergiDocument176 pagesModul Ektek Dan EnergiAB YdnNo ratings yet
- Bab I, IiDocument57 pagesBab I, IiG CultureNo ratings yet
- Pembuatan Logam Dalam ManufacturingDocument34 pagesPembuatan Logam Dalam ManufacturingElvanArdiNo ratings yet
- Proposal Kerja Praktek PT Adaro Energy TBKDocument8 pagesProposal Kerja Praktek PT Adaro Energy TBKAdolf NAibaho100% (1)
- Usulan Perancangan Sistem Informasi Jadwal Induk Produksi Kayu Di Ud Putra Dinamis TasikmalayaDocument97 pagesUsulan Perancangan Sistem Informasi Jadwal Induk Produksi Kayu Di Ud Putra Dinamis TasikmalayaKARYAGATA MANDIRI100% (1)
- Pengertian Teknik IndustriDocument1 pagePengertian Teknik IndustriAdi SetiadiNo ratings yet
- Laporan Steel MeltingDocument19 pagesLaporan Steel MeltingAgeng PranataNo ratings yet
- 2.1 Definisi Peta Kerja MerupakanDocument6 pages2.1 Definisi Peta Kerja MerupakanSudrajat Trang PrayogaNo ratings yet
- Bab 1 OpcDocument10 pagesBab 1 Opcilham dwiNo ratings yet
- PT Rocket ManajemenDocument1 pagePT Rocket Manajemenanang masruniNo ratings yet
- Laporan PKLDocument12 pagesLaporan PKLnajma prettyNo ratings yet
- Proses Pembuatan PistonDocument19 pagesProses Pembuatan PistonHeriza DhaNo ratings yet
- Proses Produksi Pabrik PeleburanDocument4 pagesProses Produksi Pabrik PeleburanBismark von JavaNo ratings yet
- Makalah Tugas Proses Manufaktur 1.1Document17 pagesMakalah Tugas Proses Manufaktur 1.1Andika Pratama100% (1)
- Metode Menyelesaikan Masalah Di IndustriDocument4 pagesMetode Menyelesaikan Masalah Di Industritiya vandinyNo ratings yet
- Tugas 2 BKTK Kelompok 2Document39 pagesTugas 2 BKTK Kelompok 2Erisha PutriNo ratings yet
- Laporan Prakerin Tav SilviDocument18 pagesLaporan Prakerin Tav SilviAryo NugrohoNo ratings yet
- Pembuatan Sponge Iron Dari Pellet Bijih Besi Dalam Rotary Kiln Di Lampung SelatanDocument3 pagesPembuatan Sponge Iron Dari Pellet Bijih Besi Dalam Rotary Kiln Di Lampung SelatanJuan Carlos SihotangNo ratings yet
- Proposal KP (Meratus Jaya)Document11 pagesProposal KP (Meratus Jaya)rayseptaNo ratings yet
- EgieDocument13 pagesEgieAldiansyahNo ratings yet
- Pemilihan BahanDocument10 pagesPemilihan Bahanedukasi cipaNo ratings yet
- OpcDocument2 pagesOpcAdelia Tamala100% (1)
- Penjabaran Struktur Organisasi Dan PenjelasanDocument9 pagesPenjabaran Struktur Organisasi Dan Penjelasanfarid wajdiNo ratings yet
- Lapisan Pelindung (Original)Document42 pagesLapisan Pelindung (Original)sintia lestariNo ratings yet
- Makalah PLCDocument21 pagesMakalah PLCSaleem Rahmat100% (1)
- Bab IDocument21 pagesBab IDiannisa RachmawatiNo ratings yet
- MatlabDocument15 pagesMatlabRahayanti PrihartiniNo ratings yet
- Laporan PKL YusufDocument32 pagesLaporan PKL YusufYusuf Dewantoro100% (1)
- Laporan Kegiatan KKL Alendra Nova Pramana Teknik Industri 5A Revisi 3Document38 pagesLaporan Kegiatan KKL Alendra Nova Pramana Teknik Industri 5A Revisi 3Hihihihu KocakNo ratings yet
- BISMILAHDocument65 pagesBISMILAHEmi Nuraeni100% (1)
- PT IndofodDocument14 pagesPT IndofodMustafa RahmatillahNo ratings yet
- Pengaruh Temperatur Aging Terhadap Kekerasan Dan Struktur Mikro Al 7075 Heat TreatmentDocument25 pagesPengaruh Temperatur Aging Terhadap Kekerasan Dan Struktur Mikro Al 7075 Heat Treatmentdeaagrhn0% (1)
- System Kerja PLTU Bahan Bakar BatubaraDocument100 pagesSystem Kerja PLTU Bahan Bakar BatubaraNanda Pratiwi RapeleNo ratings yet
- BAB I Laporan PKLDocument4 pagesBAB I Laporan PKLnesyprtwNo ratings yet
- MATERI RPL P7 P8 - Flowchart Sequence Branch LoopDocument5 pagesMATERI RPL P7 P8 - Flowchart Sequence Branch Loopadyanantarpl100% (1)
- Flow ShopDocument11 pagesFlow ShopDianNurPrasetyaningtyasNo ratings yet
- Format Proposal Magang Pt. Kubota IndonesiaDocument13 pagesFormat Proposal Magang Pt. Kubota IndonesiaRezkillahNo ratings yet
- Yuli Kamasari - Laporan KPDocument63 pagesYuli Kamasari - Laporan KPWandi ParanataNo ratings yet
- Noken AsDocument8 pagesNoken AsFerNando Rizky AlyomNo ratings yet
- Induction FurnaceDocument10 pagesInduction Furnacesyahwil akbarNo ratings yet
- Contoh Proposal PKLDocument8 pagesContoh Proposal PKLHasbyNasrullohNo ratings yet
- UTS Bahasa Indonesia. Enda Pernanda TumanggerDocument5 pagesUTS Bahasa Indonesia. Enda Pernanda TumanggerEnda TumanggerNo ratings yet
- Proposal Kerja Praktek PLCDocument8 pagesProposal Kerja Praktek PLCDhewa DeXterNo ratings yet
- Ojt PT Inalum PDFDocument84 pagesOjt PT Inalum PDFplutie nepNo ratings yet
- Makalah Pengolahan Timah Dan AluminiumDocument69 pagesMakalah Pengolahan Timah Dan AluminiumAndryan FebriadiNo ratings yet
- Laporan KPDocument96 pagesLaporan KPGreynaldi GasraNo ratings yet
- Laporan PKL (Irfan CS) 2003 PT. InalumDocument37 pagesLaporan PKL (Irfan CS) 2003 PT. InalumRinto SilalahiNo ratings yet
- Dokumen - Tips - Contoh Laporan PKL Di PT InalumdocxDocument61 pagesDokumen - Tips - Contoh Laporan PKL Di PT InalumdocxPoppy FebrianiNo ratings yet
- Laporan OJT Yang OKDocument129 pagesLaporan OJT Yang OKNando LtoruanNo ratings yet
- Perda Sumut 4 Tahun 2004 - Perubahan Bentuk Bahan Hukum PD Perkebunan Menjadi Pt. PsuDocument16 pagesPerda Sumut 4 Tahun 2004 - Perubahan Bentuk Bahan Hukum PD Perkebunan Menjadi Pt. PsuArbiyansyah SembiringNo ratings yet
- SIINas 2018Document35 pagesSIINas 2018Arbiyansyah Sembiring100% (1)
- Workshop SIINas JULI 2018 PDFDocument30 pagesWorkshop SIINas JULI 2018 PDFArbiyansyah SembiringNo ratings yet
- Rotary EvaporatorDocument3 pagesRotary EvaporatorArbiyansyah SembiringNo ratings yet