You might also like
- SopDocument42 pagesSopurat natoguNo ratings yet
- Prosedur Keselamatan Kerja Mesin GerindaDocument1 pageProsedur Keselamatan Kerja Mesin GerindaNovi WarmanNo ratings yet
- IK - SHE.04 Instruksi Kerja Pengelasan Dengan ListrikDocument3 pagesIK - SHE.04 Instruksi Kerja Pengelasan Dengan Listriksaid muhammad100% (1)
- FORM JSA Fabrikasi Cutting Dengan GerindaDocument3 pagesFORM JSA Fabrikasi Cutting Dengan GerindaFakhriyudha FakhriyudhaNo ratings yet
- SOP Pemakaian GerindaDocument5 pagesSOP Pemakaian Gerindaput saputraNo ratings yet
- Inspeksi k3 GerindaDocument2 pagesInspeksi k3 GerindaDedi Mulyadi100% (4)
- SFJ-01 - JSA Mengganti Ban Mobil - Rev1 - Safety DeptDocument4 pagesSFJ-01 - JSA Mengganti Ban Mobil - Rev1 - Safety DeptLodro PranuargoNo ratings yet
- 0175 JSA Perbaikan Pintu KontainerDocument2 pages0175 JSA Perbaikan Pintu KontainerJunaediHermawanNo ratings yet
- SOPDocument1 pageSOPLukman AdeNo ratings yet
- Pengoperasian Mesin Las ListrikDocument2 pagesPengoperasian Mesin Las ListrikMaria Vita Puji100% (1)
- JUDULDocument41 pagesJUDULBudi susenoNo ratings yet
- MENGOPTIMALKAN PENGGUNAAN GERINDA TANGANDocument4 pagesMENGOPTIMALKAN PENGGUNAAN GERINDA TANGANWahyudi Nur Hamzah0% (1)
- SOP Penggunaan Gerinda DudukDocument4 pagesSOP Penggunaan Gerinda DudukIqmal Wahab67% (3)
- Servis Draft TubeDocument2 pagesServis Draft TubeRizky ASNo ratings yet
- Pertamina JSA FORM PaintingDocument3 pagesPertamina JSA FORM Paintingyustimd100% (2)
- Jsa Part 1Document1 pageJsa Part 1Mikhael Andre Juan Kurniawan100% (1)
- Integrated SystemDocument14 pagesIntegrated Systemfirda maulidaniaNo ratings yet
- SOP Jack HammerDocument1 pageSOP Jack HammerrskaNo ratings yet
- Pemilihan Dan Pemakaian Alat Pelindung DiriDocument8 pagesPemilihan Dan Pemakaian Alat Pelindung DiriEka Dian NovirahayuNo ratings yet
- Handling Alat BeratDocument5 pagesHandling Alat BeratPaul WoworNo ratings yet
- Sop Mesin LasDocument4 pagesSop Mesin LasEdabu satu100% (1)
- Ceklist Perawatan Driiling Milling zx7045Document5 pagesCeklist Perawatan Driiling Milling zx704507Andhika IqbalNo ratings yet
- E - JSA Pengelasan Lock Tip Bucket Excavator Dengan Las Acetylene Dan Las Listrik - MasterDocument4 pagesE - JSA Pengelasan Lock Tip Bucket Excavator Dengan Las Acetylene Dan Las Listrik - MasterMuhammad Nur RizkiNo ratings yet
- BSE - JSA 068 & Membersihkan KOmpresor Dan Bejana TekanDocument6 pagesBSE - JSA 068 & Membersihkan KOmpresor Dan Bejana TekanAlton Mangiwa100% (1)
- JsaDocument1 pageJsaCracker Anymous100% (2)
- STUDI KECELAKAAN BENCH GRINDERDocument1 pageSTUDI KECELAKAAN BENCH GRINDERheppy prastyo nugrohoNo ratings yet
- Materi Safety Talk Pengelasan Oxy AcetyleneDocument2 pagesMateri Safety Talk Pengelasan Oxy AcetyleneRicky Stormbringer ChristianNo ratings yet
- Safety Talk Workshop (Gerinda)Document2 pagesSafety Talk Workshop (Gerinda)tommyNo ratings yet
- Analisa Keselamatan Kerja (Job Safety Analysis) Prosedur JsaDocument1 pageAnalisa Keselamatan Kerja (Job Safety Analysis) Prosedur JsaAlton MangiwaNo ratings yet
- Contoh Ijin Kerja KelistrikanDocument2 pagesContoh Ijin Kerja Kelistrikanferly.noviandriNo ratings yet
- SOP Gerinda 4Document3 pagesSOP Gerinda 4agung100% (1)
- Senai Manual PDFDocument2 pagesSenai Manual PDFDale WearpackNo ratings yet
- SOP Penggunaan BORDocument1 pageSOP Penggunaan BORaprilia ramona50% (2)
- SOP Mesin Gerinda DudukDocument9 pagesSOP Mesin Gerinda DudukAgus Noncry DwicahyoNo ratings yet
- Jsa Tangki Hot WorkDocument34 pagesJsa Tangki Hot Workmuh saiful hidayatNo ratings yet
- Keselamatan MenggerindaDocument2 pagesKeselamatan MenggerindaBayu Putra100% (1)
- Sop Bor TanganDocument1 pageSop Bor TanganVicentius KurniawanNo ratings yet
- JSA Welding GrindingDocument4 pagesJSA Welding GrindingYani EsbeNo ratings yet
- Las Listrik InstruksiDocument2 pagesLas Listrik InstruksiAnonymous gzC9adeNo ratings yet
- JSA Perbaikan & Perawatan Alat BorDocument10 pagesJSA Perbaikan & Perawatan Alat BorLaila Rianti Ulvia100% (2)
- Form JSA - Purging N2Document4 pagesForm JSA - Purging N2Rahako YudantoNo ratings yet
- CHECKLIST INSPEKSI BorDocument6 pagesCHECKLIST INSPEKSI BorNur IreneNo ratings yet
- Lock Out Tag Out - GSI - (Bapak Hendra Jati M.PD)Document20 pagesLock Out Tag Out - GSI - (Bapak Hendra Jati M.PD)ellysabeth silviaNo ratings yet
- Sop SenaiDocument2 pagesSop SenaiYayangAfandy50% (2)
- OPTIMASI PENGELASANDocument5 pagesOPTIMASI PENGELASANWahyudi Nur HamzahNo ratings yet
- Sop BorDocument2 pagesSop BorFarid Amarullah100% (1)
- Job Safety Analisys - 000 Loading and Unloading Engine by ForkliftDocument2 pagesJob Safety Analisys - 000 Loading and Unloading Engine by ForkliftHendra Rizky MuhammadNo ratings yet
- 7 1 32 1 10 20181113Document6 pages7 1 32 1 10 20181113Fariz DaffaNo ratings yet
- AI-SHEV-FORM-013-00 Form Checklist Passenger HoistDocument2 pagesAI-SHEV-FORM-013-00 Form Checklist Passenger HoistFadly AufarNo ratings yet
- P3K di Tempat KerjaDocument1 pageP3K di Tempat KerjaRiza IrmayantiNo ratings yet
- Pengelasan Bucket ExcavatorDocument2 pagesPengelasan Bucket Excavatormuhammad marsanNo ratings yet
- PKP SafetyDocument27 pagesPKP SafetyImanAswantaraNo ratings yet
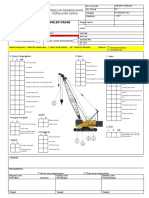
- 008 Formulir Inspeksi Crawler CraneDocument1 page008 Formulir Inspeksi Crawler Cranerobby a. malikNo ratings yet
- SOP 015 GerindaDocument4 pagesSOP 015 GerindaWahyudi Nur HamzahNo ratings yet
- CARA KERJA DRILLING MACHINEDocument4 pagesCARA KERJA DRILLING MACHINEZahid Fakhruddin50% (2)
- NYT F OPR P 01,03 Checklist Alat PengelasanDocument2 pagesNYT F OPR P 01,03 Checklist Alat PengelasanRicky SusantoNo ratings yet
- Materi Safety Talks - Pemilihan Dan Pemakaian APDDocument2 pagesMateri Safety Talks - Pemilihan Dan Pemakaian APDdartono100% (1)
- Laporan Las Listrik Kelompok 11Document13 pagesLaporan Las Listrik Kelompok 11yuniar_widiyanti100% (1)
- Tugas Makalah PengelasanDocument14 pagesTugas Makalah PengelasanBurhenScootersClasic82% (17)
- 4.habib Susilo - 21090118140108 - Praktek Pengelasan C - Modul Teknik Penyalaan Busur Listrik Dan Menghentikan Busur Listrik Pada Las SmawDocument8 pages4.habib Susilo - 21090118140108 - Praktek Pengelasan C - Modul Teknik Penyalaan Busur Listrik Dan Menghentikan Busur Listrik Pada Las SmawHabib SusiloNo ratings yet
- Penanganan Kredit BermasalahDocument6 pagesPenanganan Kredit BermasalahjurnalteknisNo ratings yet
- Analisis Minat Beli KonsumenDocument6 pagesAnalisis Minat Beli KonsumenjurnalteknisNo ratings yet
- Penilaian Tingkat Kesehatan BankDocument7 pagesPenilaian Tingkat Kesehatan Bankjurnalteknis100% (1)
- Upaya Meningkatkan Efisiensi BiayaDocument4 pagesUpaya Meningkatkan Efisiensi Biayajurnalteknis100% (1)
- Peranan Teras KreditDocument9 pagesPeranan Teras KreditjurnalteknisNo ratings yet
- Peningkatan Nilai Karakteristik MortarDocument6 pagesPeningkatan Nilai Karakteristik Mortarjurnalteknis100% (1)
- Penerapan Teknologi Limbah LaboratoriumDocument5 pagesPenerapan Teknologi Limbah LaboratoriumjurnalteknisNo ratings yet
- Rancangan Sistem RefrigerasiDocument5 pagesRancangan Sistem RefrigerasijurnalteknisNo ratings yet
- Rancang Bangun Rig Uji Kinerja Turbin ZanetteDocument7 pagesRancang Bangun Rig Uji Kinerja Turbin ZanettejurnalteknisNo ratings yet
- Paradigma Baru Pembangunan PertanianDocument5 pagesParadigma Baru Pembangunan PertanianjurnalteknisNo ratings yet
- Pengendalian Lampu Rumah Melalui SMSDocument7 pagesPengendalian Lampu Rumah Melalui SMSjurnalteknisNo ratings yet